
Tek Bilyeli Ezerek Parlatma Takımı
Dış yüzey finisajı için Yay-Baskılı tek bilye — silindirik, konik, alın ve Kontur yüzeyleri için uygundur. Ra 0.034 µm değerine ulaşılmıştır. Basit, ekonomik ve her türlü tornada kolayca kullanılabilir.
- Yüzey kalitesi: Ra < 0.1 µm — Ra 0.034 µm değerine ulaşılmıştır
- 40–45 HRC altındaki tüm metal türlerinde çalışır
- Patentli esnek yay kafası — tornayı rijit yüklerden korur
- Silindirik, konik, alın, radyüs ve Kontur yüzeyleri
- Sol ve sağ yönlü çalışma
- 20×20 mm ve 25×25 mm kare tutucular
Genel Bakış
Tek Bilyeli Ezerek Parlatma — Çok Yönlü Dış Yüzey Finisajı
SRF, patentli esnek bir yay kafasına monte edilmiş tek bir Sertleştirilmiş bilye kullanır. İş Parçası tornada dönerken bilye yüzeye kontrollü kuvvet uygular; pürüzlülük tepeleri plastik olarak vadilere deformasyona uğratılır ve Ayna Yüzey Kalitesi oluşur.
Delik veya mili çevreleyen çok bilyeli takımların aksine, tek bilyeli tasarım yüzeye yalnızca bir taraftan temas eder. Bu sayede çok daha çok yönlüdür; çok bilyeli takımların ulaşamadığı silindirik yüzeyleri, konik geçişleri, alın yüzeylerini, radyüsleri ve karmaşık konturları işleyebilir.
Ezerek Parlatma kuvveti, rijit teması önleyen esnek yay kafası üzerinden makineden İş Parçasına aktarılır. Bu yapı, küçük yüzey değişimlerine rağmen sabit temas kuvvetini korurken torna rulmanlarını ve kızaklarını da korur.

- Ra 0.034 µm değerine ulaşılmıştır — tüm metallerde Ayna Yüzey Kalitesi
- Silindirik, konik, alın, radyüs ve Kontur yüzeyleri
- Patentli esnek yay kafası — tornayı darbeli yüklerden korur
- Sol ve sağ yönlü çalışma — ters çevrilebilir Ezme Kafası
- Talaş yok, toz yok — temiz ve sessiz proses
- CNC ve üniversal tornalar — her türlü takım kalemine takılır
Video
SRF Tek Bilyeli Ezerek Parlatma Takımı Çalışırken — Ra 0.034 µm
SRF Tek Bilyeli Ezerek Parlatma Takımı'nın bir CNC tornadaki çalışmasını izleyin — videoda takımın İş Parçası üzerindeki çalışması, bitmiş parça ve yüzey pürüzlülük ölçüm cihazı ile doğrulanan Ra 0.034 µm yüzey pürüzlülüğü ölçümü gösterilmektedir.
Takım Tasarımı
SRF Takım Bileşenleri ve Ölçüleri
SRF, kompakt ve bakım gerektirmeyen tek bir ünitede bir araya getirilmiş 8 hassas bileşenden oluşur.
Takım Bileşenleri
- Kafes — bilye ve konik grubunu taşır
- Bilye — Sertleştirilmiş Temas Bilyesi, Ø 16 mm
- Konik — bilye konumlandırması için konik eleman
- Rulman — düzgün dönüş için merkez rulmanı
- Burç — rulman grubunu destekler
- Pim — iç bileşenleri sabitler
- Yay Kafası — kuvvet kontrolü için patentli esnek mekanizma
- Tutucu — takım kalemine bağlamak için 20×20 veya 25×25 mm kare
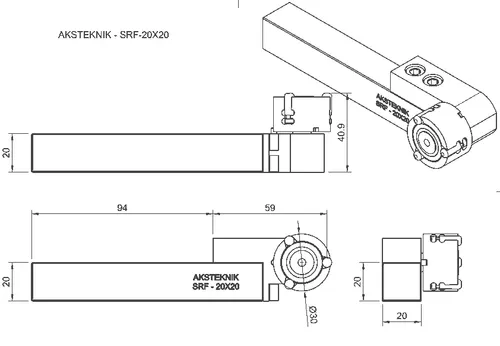
Ana Ölçüler (SRF-20X20)
| Parametre | Değer |
|---|---|
| Toplam boy | 94 mm |
| Tutucu ölçüsü | 20 × 20 mm |
| Kafes çapı | Ø 30 mm |
| Toplam genişlik (bilye dahil) | 41 mm |
| Bilye çapı | Ø 16 mm |
Teknik Özellikler
SRF Teknik Özellikleri
| Parametre | Değer |
|---|---|
| Elde edilebilir yüzey kalitesi | Ra < 0.1 µm (Ra 0.034 µm değerine ulaşılmıştır) |
| Uyumlu malzemeler | Plastik deformasyona uygun tüm metaller (çelik, paslanmaz çelik, alüminyum, bakır, pirinç, bronz, dökme demir) |
| Maksimum İş Parçası sertliği | 40–45 HRC |
| Kuvvet kontrolü | Patentli esnek yay kafası |
| Maksimum ezerek parlatma baskısı | X ekseninde 1 mm (çapta 2 mm) |
| Önerilen başlangıç baskısı | X ekseninde 0.4 mm (çapta 0.8 mm) |
| Ön işleme pürüzlülüğü | 5–20 µm (Rz veya Rt) |
| Çalışma yönü | Sol ve sağ yönlü (ters çevrilebilir Ezme Kafası) |
| Uygulama yüzeyleri | Silindirik, konik, alın, radyüs geçişleri ve Kontur |
| Takım hizalama toleransı | 90° ±0.05° (komparatörle kontrol edin) |
| Ezerek Parlatma açısı | 1.0–1.5° |
| Soğutma sıvısı | Standart makine soğutma sıvısı |
İlerleme ve Kesme Hızları
Tek Bilyeli Ezerek Parlatma — Malzemeye Göre İlerleme ve Kesme Hızları
Yüzey hızından Spindle devrini şu formülle hesaplayın: RPM = Vc × 1000 / (Ø × 3.14). Örnek: Ø 50 mm İş Parçasında, Vc 50 m/min ise RPM = 50×1000 / (50×3.14) = 318 rpm.
| Malzeme | Yüzey Hızı (m/min) | İlerleme (mm/dev) |
|---|---|---|
| Çelik | 50–150 | 0.05–0.5 |
| Paslanmaz Çelik | 50–150 | |
| Dökme Demir | 50–150 | |
| Alüminyum | 50–200 | |
| Bakır ve Alaşımları | 50–200 |
Ön İşleme İlerleme Formülü
Önerilen 5–20 µm (Rz) ön işleme pürüzlülüğünü elde etmek için:
Devir başına İlerleme = kesici uç köşe radyüsü / 2.
Örnek: R0.4 mm kesici uç köşe radyüsü ile 0.2 mm/dev İlerleme.
Kurulum Kılavuzu
SRF Kurulum ve Kullanım Kılavuzu
- 1
Takım Kalemine Bağlayın
SRF kare tutucuyu torna takım kalemine bağlayın. Takımı, bilye İş Parçasına 90° ±0.05° açıyla temas edecek şekilde ayarlayın. Hizalamayı 100 mm açıklıkta komparatörle kontrol edin.
- 2
Ezerek Parlatma Açısını Ayarlayın
Bilyenin yüzeye doğru temas etmesini sağlamak için ezerek parlatma açısını 1.0–1.5° olarak ayarlayın.
- 3
Takım Ofsetini Ayarlayın
Çapı bilinen bir İş Parçası kullanın. Düşük devirde döndürün (100 RPM). Bilye yüzeye temas edip merkez rulman dönmeye başlayana kadar X eksenini ilerletin. Bu noktayı X ekseni takım ofseti olarak ayarlayın.
- 4
Yüzeyi Ön İşleyin
İş Parçasını son ölçüye yakın olacak şekilde tornalayın. Ön işlenmiş yüzey pürüzlülüğü 5–20 µm (Rz veya Rt) olmalıdır. Devir başına İlerleme = kesici uç köşe radyüsü / 2 formülünü kullanın.
- 5
Ezerek Parlatın
Her zaman yüzeyin 2–3 mm içinden başlayın. Başlangıç noktası olarak X ekseninde 0.4 mm baskı uygulayın (çapta 0.8 mm). Temiz soğutma sıvısı ile İş Parçası boyunca 0.05–0.5 mm/dev İlerleme ile ilerleyin.
Çalışma Yönü
SRF takımı hem sol hem sağ yönlü işlemler için uygundur. Gerekli çalışma yönüne uygun olacak şekilde Ezme Kafasını ters çevirmeniz yeterlidir. İlave parça gerekmez.
Sorun Giderme
Tek Bilyeli Ezerek Parlatma — Sorun Giderme
İstenen yüzey kalitesi elde edilemiyor
Nedenler: Ezerek Parlatma kuvveti çok düşük, ön işlenmiş yüzey çok kaba veya düzensiz, takım hizası bozuk.
Çözüm: Ezerek Parlatma kuvvetini artırın. Ön işleme yüzey kalitesini iyileştirin. Takımın 90° ±0.05° açıyla bağlandığını komparatörle doğrulayın.
Yüzeyde pullanma veya çatlama
Nedenler: Ezerek Parlatma kuvveti çok yüksek, İlerleme çok yüksek.
Çözüm: Ezerek Parlatma kuvvetini azaltın. İlerlemeyi düşürün.
Tekrarlayan izler veya desenler
Nedenler: Konik bilyeler aşınmış, bilye üzerinde talaş sıkışmış, soğutma sıvısı kirli.
Çözüm: Konik bilyeyi değiştirin. Bilye yüzeyini iyice temizleyin. Soğutma sıvısını değiştirin; 5–10 µm filtreleme sistemi önerilir.
Dalgalı yüzey
Nedenler: Ezerek Parlatma kuvveti çok yüksek, İlerleme çok yüksek, ön işlenmiş yüzey kötü.
Çözüm: Ezerek Parlatma kuvvetini azaltın. İlerlemeyi düşürün. Ön işlenmiş yüzeyi kontrol edip düzeltin.
Takım veya İş Parçasında aşırı ısınma
Nedenler: Ezerek Parlatma kuvveti çok yüksek, soğutma sıvısı yetersiz, takım ve İş Parçası eksenleri hizasız, yanlış bağlama.
Çözüm: Ezerek Parlatma kuvvetini azaltın. Soğutma sıvısı akışını artırın. Hizalamayı 90° ±0.05° değerinde komparatörle kontrol edin.
Donuk veya mat yüzey kalitesi
Nedenler: Soğutma sıvısı çok yoğun veya çok viskoz.
Çözüm: Soğutma sıvısını seyreltin veya değiştirin.
Takım giriş noktasında yüzey izi
Nedenler: Girişte takım ile İş Parçası arasındaki temas mesafesi çok kısa.
Çözüm: İlk temas mesafesini artırın — her zaman yüzeyin 2–3 mm içinden başlayın.
Uygulamalar
Tek Bilyeli Ezerek Parlatma Uygulamaları ve Yüzey Geometrileri
Tek bilyeli tasarım, SRF'yi çok bilyeli takımların işleyemediği geniş bir dış yüzey geometrisi aralığı için uygun hale getirir.
- Silindirik yüzeyler — miller, pimler, yatak boyunları, rulman yüzeyleri
- Konik yüzeyler — koniklikler, geçiş bölgeleri
- Alın yüzeyleri — alınlar, omuzlar, flanşlar
- Radyüsler ve kıvrımlar — gerilim azaltıcı radyüsler, kanallar
- Konturlu yüzeyler — tornalanmış parçalardaki karmaşık profiller
- Sızdırmazlık yüzeyleri — O-ring kanalları, gres keçesi bölgeleri
Uygun Endüstriler
SRF; tornalanmış parçalardaki dış yüzeylerde Ayna Yüzey Kalitesi, daha yüksek aşınma direnci veya daha sıkı tolerans gerektiğinde kullanılır — otomotiv, hidrolik, pnömatik, tıbbi cihazlar ve genel hassas mühendislik dâhil.
Sipariş
Sipariş Kodları
| Sipariş Kodu | Bilye Ø | Tutucu | Açıklama |
|---|---|---|---|
| SRF-20X20 | Ø 16 mm | 20 × 20 mm | CNC ve üniversal tornalar için kare tutuculu tek bilyeli ezerek parlatma takımı |
| SRF-25X25 | Ø 16 mm | 25 × 25 mm | CNC ve üniversal tornalar için kare tutuculu tek bilyeli ezerek parlatma takımı |
Daha büyük bilye çapları (ör. SRF35) talep üzerine sunulur. Özel konfigürasyonlar için bizimle iletişime geçebilirsiniz.
SSS
Sıkça Sorulan Sorular
-
Tek bilyeli ezerek parlatma nedir?
Tek bilyeli ezerek parlatma, dönen İş Parçası yüzeyine baskı uygulamak için Yay-Baskılı bir kol üzerinde tek bir Sertleştirilmiş bilye kullanır. Delik veya mili çevreleyen çok bilyeli takımların aksine, tek bilyeli takım yüzeye yalnızca bir taraftan temas eder; bu da onu silindirik, konik, alın, radyüs ve konturlu yüzeyler için çok yönlü hale getirir. Patentli esnek yay kafası, sabit kuvvet sağlarken tornayı da rijit darbeli yüklerden korur.
-
SRF hangi yüzey kalitesine ulaşabilir?
SRF, plastik deformasyona uygun tüm metallerde Ra 0.1 µm'nin altında değerler sağlar — çelikte Ra 0.034 µm değerine ulaşılmıştır. Sonuç; ön işlenmiş yüzey kalitesine (ideal olarak 5–20 µm Rz), malzeme türüne ve parametrelere (hız, İlerleme, kuvvet) bağlıdır.
-
Ne zaman çok bilyeli takım yerine tek bilyeli takım kullanmalıyım?
İş Parçası geometrisi basit, düz bir delik veya milden ibaret değilse tek bilyeli takım kullanın. Tek bilyeli takımlar; dış silindirik yüzeylerde, konik geçişlerde, alın yüzeylerinde, radyüslerde ve karmaşık konturlarda üstün performans gösterir. Düz deliklerde veya millerde maksimum eşmerkezlilik ve hassasiyet gerektiğinde ise çok bilyeli takımlar daha uygundur.
-
SRF hangi makinelerle uyumludur?
SRF, standart takım kalemine sahip her CNC torna veya üniversal tornaya uyar. En yaygın takım kalemi ölçüleri olan 20×20 mm ve 25×25 mm kare tutucu seçenekleriyle sunulur. Makinede herhangi bir değişiklik gerekmez.
-
SRF ile hangi malzemeler ezerek parlatılabilir?
SRF; çelik, paslanmaz çelik, alüminyum, bakır, pirinç, bronz ve dökme demir dahil plastik deformasyona uygun tüm metallerde çalışır. İş Parçası sertliği 40–45 HRC'nin altında olmalıdır.
-
SRF hem sol hem de sağ yönlü işlemlerde kullanılabilir mi?
Evet. Gerekli işlem yönüne uygun olacak şekilde Ezme Kafasını ters çevirmeniz yeterlidir. Takım, ilave parça gerektirmeden hem sol hem de sağ yönlü işlemler için uygundur.
-
Doğru ezerek parlatma baskısını nasıl belirlerim?
X ekseninde ilave 0.4 mm baskı ile başlayın (çapta 0.8 mm). Malzemenin akma dayanımına göre baskıyı kademeli olarak artırın, ancak X ekseninde asla 1 mm'yi (çapta 2 mm) aşmayın. Aşırı baskı, takıma, İş Parçasına veya makineye zarar verebilecek rijit temasa yol açar.
-
Daha büyük tek bilyeli modeller mevcut mu?
Şu anda Ø 16 mm bilyeli SRF, standart üretim modelidir. Daha büyük temas alanı gerektiren uygulamalar için daha büyük modeller (ör. SRF35) talep üzerine üretilebilir. İhtiyacınızı değerlendirmek için bizimle iletişime geçin.
İlgili Ürünler
Diğer Ezerek Parlatma Takımları
Uygulamanız için doğru ezerek parlatma takımını seçmekte yardıma mı ihtiyacınız var?
Mühendislerimiz, İş Parçası geometrinize ve malzemenize uygun takım tipini, ölçüyü ve parametreleri önerecektir.
Contact Us