
Delik Ezerek Parlatma Takımları
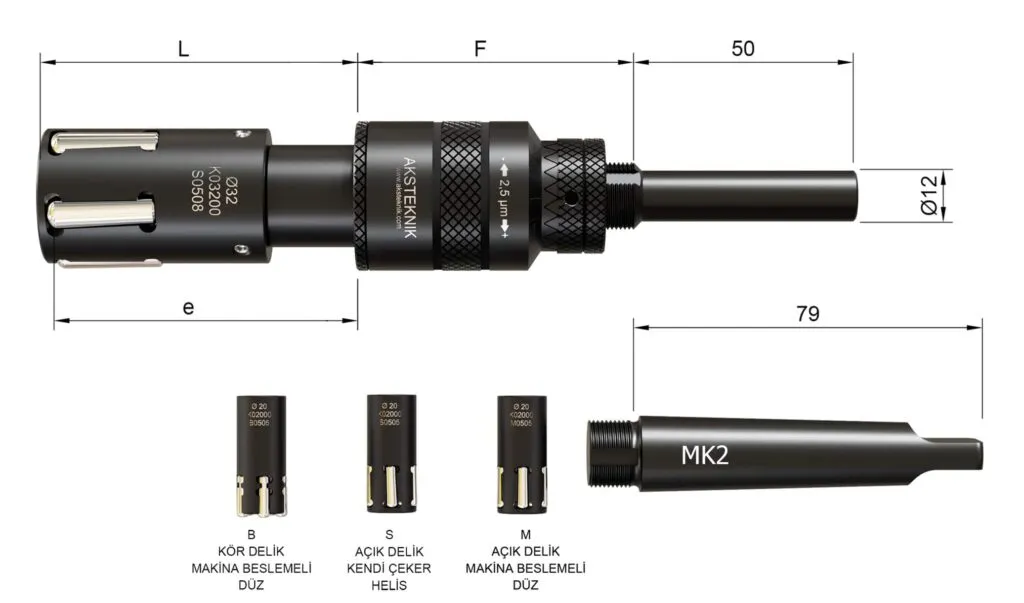
Açık delikler, kör delikler ve kademeli delikler için çok bilyeli takımlar — 9 ile 160 mm çap aralığı. Tek geçişte Ayna Yüzey Kalitesi (Rz < 1 µm), 2.5 µm ayar hassasiyetiyle.
- Çap aralığı: Ø 9–160 mm (0.5 mm artışlarla)
- Yüzey kalitesi: saniyeler içinde Rz < 1 µm
- Ayar hassasiyeti: her bölümde 2.5 µm
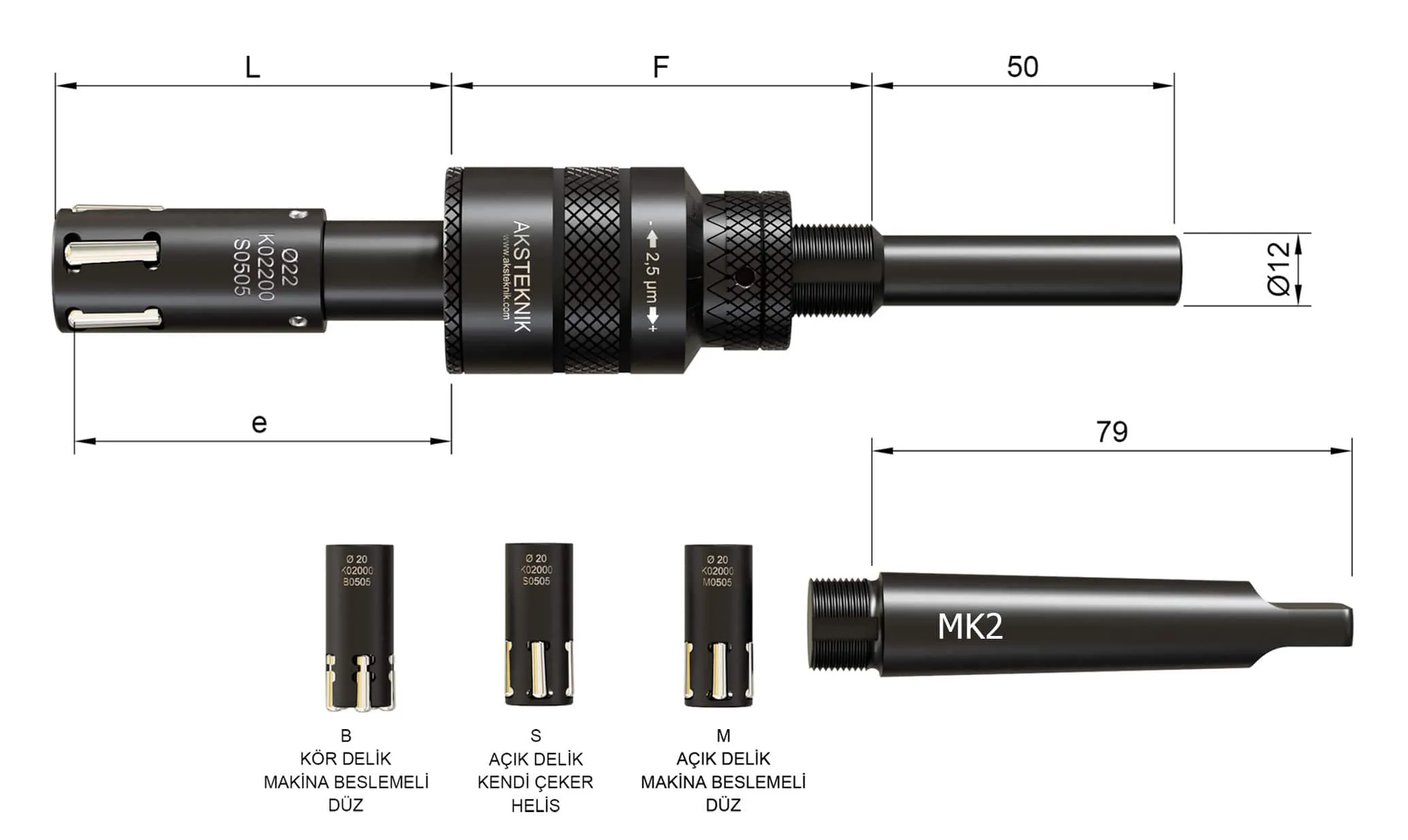
- Açık delik, kör delik ve kendinden ilerlemeli varyantlar
- Weldon (12, 20, 25, 32 mm) ve Mors (MT2–MT5) tutucular
Genel Bakış
Saniyeler İçinde Delik Yüzey Finisajı
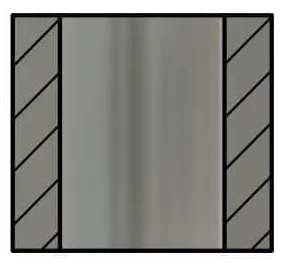
Ezerek Parlatma, Bilyeler kullanılarak yüzey pürüzlülüğünün sıkıştırılması işlemidir ve ayna benzeri yüzeyler oluşturur. Tornalama ve raybalama gibi ön işleme operasyonlarından sonra uygulanır.
Delik takımlarında çap ayarı, 2.5 mikron (0.0025 mm) hassasiyetle yapılabilir. İşlem süresi çok kısadır — genellikle yalnızca birkaç saniye sürer.
Isıl işlem uygulanmamış malzemelerde Ezerek Parlatma; alüminyum, dökme demir, çelik, paslanmaz çelik, bronz ve daha birçok metal türünde mükemmel sonuç verir.
- Rz < 1 µm düzgün yüzeyler elde edilebilir
- İstenen ölçüler kolay ve hızlı şekilde elde edilir
- Tek geçişli işlem — dakikalar değil, saniyeler
- Yüzeyi aynı anda parlatır ve sertleştirir
- Talaş yok, toz yok, gürültü yok — çevre dostu
- Tüm üniversal ve CNC makinelerle uyumludur
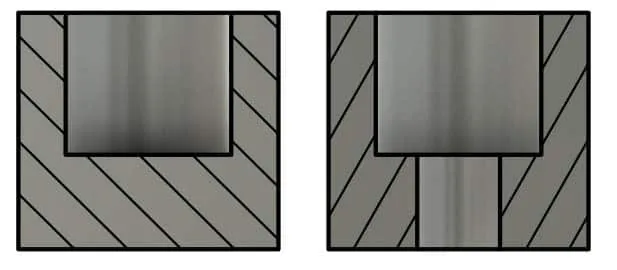
Takım Tipleri
Açık Delik ve Kör Delik Konfigürasyonları


Teknik Özellikler
Delik Ezerek Parlatma Takımı Teknik Özellikleri





Ø 9 mm – Ø 18.5 mm
| Çap Ø | Ayar Aralığı | Ölçüler | Bilyeler | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Açık Delik | Kör Delik | Çalışma Boyu | Açık Delik | Kör Delik | |||||
| M/S | B | e | L | F | Kod | Bilye Adedi | Kod | Bilye Adedi | |
| 9–9.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM02 | 4 | BB02 | 4 |
| 10–10.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM03 | 4 | BB03 | 4 |
| 11–16.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM03 | 5 | BB03 | 5 |
| 17–18.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM05 | 5 | BB05 | 5 |
Ø 19 mm – Ø 25 mm
| Çap Ø | Ayar Aralığı | Ölçüler | Bilyeler | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Açık Delik | Kör Delik | Çalışma Boyu | Açık Delik | Kör Delik | |||||
| M/S | B | e | L | F | Kod | Bilye Adedi | Kod | Bilye Adedi | |
| 19–25 | -0.10 +0.40 | -0.00 +0.25 | 60 | 66 | 70 | BM05 | 5 | BB05 | 5 |
Ø 25 mm – Ø 35 mm
| Çap Ø | Ayar Aralığı | Ölçüler | Bilyeler | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Açık Delik | Kör Delik | Çalışma Boyu | Açık Delik | Kör Delik | |||||
| M/S | B | e | L | F | Kod | Bilye Adedi | Kod | Bilye Adedi | |
| 25–28 | -0.10 +0.40 | -0.00 +0.25 | 65 | 72 | 67 | BM05 | 5 | BB05 | 5 |
| 28.5–35 | -0.10 +0.40 | -0.00 +0.25 | 65 | 72 | 67 | BM08 | 5 | BB08 | 5 |
Ø 35.5 mm – Ø 49.5 mm

Ø 35.5 mm'den itibaren çalışma boyu sınırsızdır — takım, her derinlikteki deliği ezerek parlatabilir.
| Çap Ø | Ayar Aralığı | Çalışma Boyu | Bilyeler | ||||
|---|---|---|---|---|---|---|---|
| M/S | B | Kod | Bilye Adedi | Kod | Bilye Adedi | ||
| 35.5–49.5 | -0.10 +0.40 | -0.00 +0.25 | ∞ Sınırsız | BM08 | 5 | BB08 | 5 |
Ø 50 mm – Ø 85 mm

| Çap Ø | Ayar Aralığı | Çalışma Boyu | Bilyeler | ||||
|---|---|---|---|---|---|---|---|
| M/S | B | Kod | Bilye Adedi | Kod | Bilye Adedi | ||
| 50–52 | -0.10 +0.80 | -0.00 +0.25 | ∞ Sınırsız | BM12 | 5 | BB12 | 5 |
| 53–70 | -0.10 +0.80 | -0.00 +0.25 | ∞ Sınırsız | BM12 | 7 | BB12 | 7 |
| 71–85 | -0.10 +0.80 | -0.00 +0.25 | ∞ Sınırsız | BM12 | 9 | BB12 | 9 |
Ø 86 mm – Ø 160 mm

| Çap Ø | Ayar Aralığı | Çalışma Boyu | Bilyeler | ||||
|---|---|---|---|---|---|---|---|
| M/S | B | Kod | Bilye Adedi | Kod | Bilye Adedi | ||
| 86–99 | -0.10 +0.80 | -0.00 +0.25 | ∞ Sınırsız | BM16 | 9 | BB16 | 9 |
| 100–109 | -0.10 +0.80 | -0.00 +0.25 | ∞ Sınırsız | BM16 | 11 | BB16 | 11 |
| 110–121 | -0.10 +0.80 | -0.00 +0.25 | ∞ Sınırsız | BM20 | 9 | BB20 | 9 |
| 122–150 | -0.10 +0.80 | -0.00 +0.25 | ∞ Sınırsız | BM20 | 11 | BB20 | 11 |
| 151–160 | -0.10 +0.80 | -0.00 +0.25 | ∞ Sınırsız | BM20 | 13 | BB20 | 13 |
Kullanım Kılavuzu
Kurulum ve Ayar
- 1
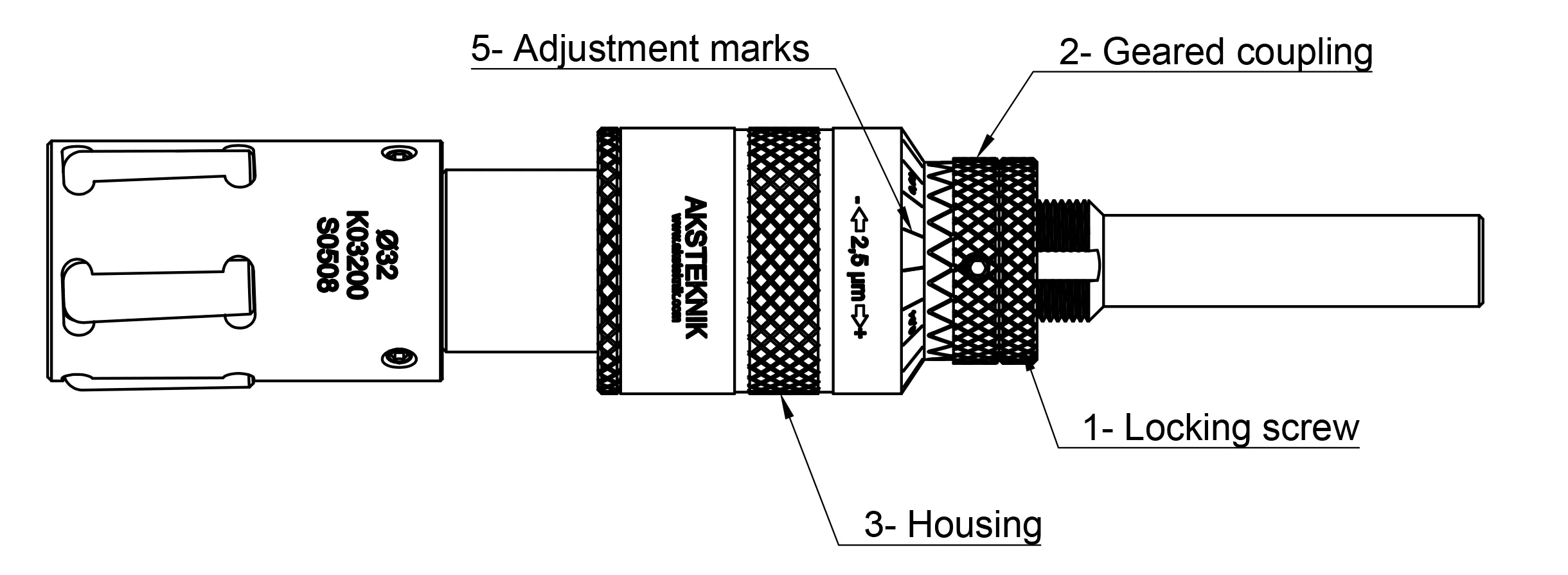
Kilitleme Vidasını Gevşetin
Gövdenin dönebilmesi için kilit somununu gevşetin.
- 2
Dişli Sabitleme Kaplinini Geri Çekin
Gövdenin serbestçe dönebilmesi için dişli kaplinin bağlantısını ayırın.
- 3
Takımı Daraltın
Çapı küçültmek için gövdeyi sağa (saat yönünde) çevirin; böylece takım, deliğin içine rahatça girer.
- 4
Temasa Kadar Genişletin
Bilyeler delik yüzeyine temas edene kadar gövdeyi sola (saat yönünün tersine) çevirerek genişletin. Ardından takımı geri çekin.
- 5
İşleme Payını Ayarlayın
Gövde üzerindeki bölüm çizgilerini kullanarak (her çizgi = 2.5 µm = 0.0025 mm), delikte bırakılan işleme payına göre çapı ayarlayın.
- 6
Test Edin ve İnce Ayar Yapın
Bir İş Parçası üzerinde ezerek parlatma geçişi yapın ve hem ölçüyü hem de yüzey kalitesini kontrol edin. Aynı parçayı ikiden fazla ezerek parlatmayın. Her ayardan sonra kilit somununu mutlaka sıkın.
Takım Tutucular
Tutucu Seçenekleri
| Tip | Mevcut Ölçüler | Notlar |
|---|---|---|
| Weldon | 12, 20, 25, 32 mm | Standart Pens, hidrolik ve shrink takım tutuculara uygundur |
| Mors Konik | MT2, MT3, MT4, MT5 | Torna ve matkap tezgahlarında doğrudan Spindle'a bağlanır |
Yönergeler
Yağlama, Hizalama ve En İyi Uygulamalar
Yağlama
- Temiz yağlayıcının sürekli akışını sağlayın — hem takımı hem de İş Parçasını yıkayın
- Çoğu metal için: standart, hafif ve düşük viskoziteli yağlama yağı
- Suda çözünebilen soğutucular: %8 veya daha yüksek konsantrasyon
- Alüminyum / magnezyum için: düşük viskoziteli, rafine parafin bazlı yağ
Hizalama ve Kullanım
- Hizasızlık toleransı: 0.10 mm kabul edilebilir — daha fazlası mandrel yorulmasına neden olur
- Her zaman saat yönünde dönüşle çalıştırın
- Minimum et kalınlığı: delik çapının %10'u
- Aynı parçayı ikiden fazla ezerek parlatmayın
Sipariş
Sipariş Kod Yapısı
Delik Ezerek Parlatma Takımları şu kod yapısını takip eder: TI [çap] [tip] [bilyeler]-[tutucu]
| Bölüm | Anlamı | Örnek |
|---|---|---|
| TI | Tool Internal | TI |
| 5 haneli çap | Delik Ø mm × 100 | 06000 = Ø 60.00 mm |
| M / S / B | Makina Bastırmalı / Kendinden İlerlemeli / Kör Delik | M |
| 4 haneli bilye | Adet (2 hane) + ölçü mm (2 hane) | 0712 = 7 × Ø 12 mm |
| Tutucu | Weldon: 12, 20, 25, 32 — Mors: M2–M5 | M3 |
Örnek: TI 06000 M 0712-M3 = Delik, Ø 60.00 mm, makina bastırmalı, 7 × Ø 12 mm bilye, Mors 3
SSS
Sıkça Sorulan Sorular
-
Ezerek Parlatma hangi malzemelere uygulanabilir?
Ezerek Parlatma; çelik, alüminyum, bakır, paslanmaz çelik ve titanyum dâhil çoğu metale uygulanabilir. İş Parçası sertliği genel olarak 40 HRC'nin altında olmalıdır. Isıl işlem görmemiş malzemeler, bu işlem için genellikle daha uygundur.
-
Ezerek Parlatma yüzey sertliğini nasıl etkiler?
İşlem, yüzeye basınç uygulayarak sertliği artırır. Sonuç olarak daha dayanıklı ve estetik açıdan daha iyi bir yüzey elde edilir. Sıkıştırılmış tane yapısı, aynı pürüzlülük değerine sahip işlenmiş bir yüzeye göre aşınmaya daha iyi dayanır.
-
Çap ayarı nasıl yapılır?
Çap ayarı, takım gövdesi üzerindeki ayar mekanizması adım adım çevrilerek yapılır. Her bölüm çizgisi 2.5 µm'yi (0.0025 mm) ifade eder ve tam bir tur 0.05 mm'ye karşılık gelir. Ezerek parlatılan malzemenin bir kısmı elastik olarak geri döndüğü için gerçek ölçü değişimi, mekanik ayardan daha küçüktür.
-
İşleme payı nedir ve neden önemlidir?
İşleme payı, ön işlemeden sonra yüzeyde bırakılan ilave malzeme kalınlığıdır. Bu pay, yüzeyin düzgün şekilde ezerek parlatılmasını sağlar. İş Parçasının boyutuna ve malzeme türüne göre değişir. Başlangıç için 0.02–0.03 mm işleme payı genellikle idealdir.
-
İşleme payı çok yüksek veya çok düşük olursa ne gibi sorunlar ortaya çıkar?
Aşırı işleme payı, gereksiz enerji tüketimine ve sürtünme ile yatak aşınması gibi yüzey kusurlarına yol açar. Yetersiz işleme payı ise yüzeyde dalgalanmalara neden olur. Doğru değerler için her zaman işleme payı tablosuna bakın.
-
Ön işleme neden önemlidir?
Uygun bir ön işleme adımı, yüksek kaliteli bir yüzey elde edilmesini sağlar. Tornalama veya raybalama işlemleri, yüzeyi hazırlamak için idealdir. Ezerek Parlatma'nın gerçekleşebilmesi için yüzeyin talaş kaldırma işleminden gelen yeterli pürüzlülüğe sahip olması gerekir — Ezerek Parlatma, tepeleri vadilere sıkıştırır.
-
Ezerek Parlatma için uygun et kalınlığı nedir?
En az delik çapının %10'u kadar et kalınlığı tavsiye edilir. Örneğin 20 mm çapa sahip bir parçanın minimum 2 mm et kalınlığı olmalıdır. İnce et kalınlıkları deformasyon riskini artırır.
-
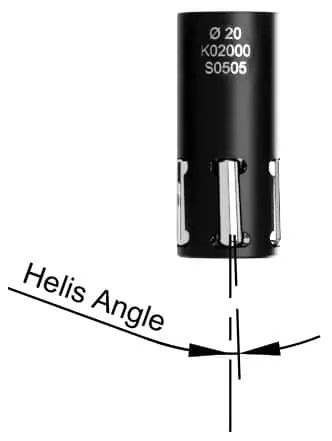
Kendinden ilerlemeli takımlar nedir ve nerede kullanılır?
Kendinden ilerleme özelliği, Bilyelerin helis açısı sayesinde elde edilir. Takım, deliğin içinden kendini otomatik olarak çeker — sizin yalnızca dönüş vermeniz gerekir. Bu yapı sütunlu matkaplar, matkap tezgahları ve üniversal tornalar için idealdir. Kendinden ilerlemeli takımlar CNC makinelerde de kullanılabilir; ancak makinenin İlerleme hızı, takımın çekme hızından daha yüksek olmalıdır.
-
Kör delik takımlarında çap ayarı neden sınırlıdır?
Ezerek Parlatma Takımlarında çap ayarı, konik milin ileri-geri hareketiyle yapılır. Takım genişledikçe konik mil ucunun deliğin dibine çarpma riski artar. Kademeli deliklerde mil, kademe içine girebildiği için daha fazla ayar aralığı mümkün olur.
-
Hangi parçalar aşınır ve Bilyeler tek tek değiştirilebilir mi?
Bilyeler, başlıca aşınan parçalardır — yüzeyle sürekli temas halindedirler. Zamanla konik mil de aşınır. Bilyeler tek tek değil, komple set halinde değiştirilir. Birkaç bilye seti değişiminden sonra konik milin de değiştirilmesi gerekebilir. Takım ömrü, Ezerek Parlatma talaş kaldırmayan bir işlem olduğu için geleneksel kesici takımlara göre belirgin şekilde daha uzundur.
Uygulamalar
Uygulama Örnekleri
Delik Ezerek Parlatma; bir deliğin hassas çap, düşük yüzey pürüzlülüğü veya artan yorulma dayanımı gerektirdiği her yerde kullanılır. Yaygın uygulamalar arasında hidrolik silindirler, pnömatik valf delikleri, rulman yuvaları, dişli delikleri ve enjeksiyon kalıplama parçaları bulunur. Bu işlem, birçok durumda honlama ve iç taşlamanın yerini alır — aşındırıcı atık oluşturmadan, aynı veya daha iyi yüzey kalitesini çok daha kısa sürede sağlar.

İlgili Ürünler
Diğer Ezerek Parlatma Takımları
Uygulamanız için doğru Ezerek Parlatma Takımını seçmekte yardıma mı ihtiyacınız var?
Mühendislerimiz, İş Parçası geometrinize ve malzemenize uygun takım tipini, ölçüyü ve parametreleri önerecektir.
Contact Us