
FDT SX0 Esnek Çapak Alma Takımı
Yüksek ve tekrarlanabilir proses güvenilirliği sunan, spindle tahrikli esnek çapak alma takımı — tanımsız iş parçası kenarlarını otomatik olarak takip eder, hava beslemesi gerektirmez.
- Spindle tahrikli — hava beslemesi yok, ek altyapı yok
- 5–10 mm tanımsız kenar sapmalarını otomatik olarak telafi eder
- Seri üretim için tasarlandı — partiden partiye tutarlı pah
- Bakım gerektirmez — pnömatik bileşen yok, kesici dışında sarf malzemesi yok
Genel Bakış
CNC İşleme Merkezleri ve Tornalar için Spindle Tahrikli Esnek Çapak Alma
FDT SX0, tanımsız veya değişken kenarlara sahip CNC işlenmiş parçalardaki çapakları otomatik olarak almak için tasarlanmış esnek bir çapak alma takımıdır. Yay-baskılı radyal esneme mekanizması gerçek iş parçası konturunu takip eder ve manuel ayar gerektirmeden 5–10 mm sapmaları telafi eder. Temas basıncı, entegre yay mekanizması üzerinden kademesiz olarak ayarlanabilir ve esneme kuvveti, spindle ne kadar esnese de sabit kalır. Takım doğrudan CNC makinesinin spindle'ı tarafından tahrik edilir — hava beslemesi yok, ek altyapı yok, takım değişimi gerekmez.
FDT SX0 seri üretim için tasarlanmıştır. Esnek mekanizma, programlanan kontur ile gerçek iş parçası arasındaki farkları otomatik olarak düzelttiği için, bir partideki her parça aynı pah genişliğini alır — ölçüsel veya konumsal değişimlerden bağımsız olarak. Bu yüksek ve tekrarlanabilir proses güvenilirliği, manuel çapak alma ihtiyacını ortadan kaldırır, operatör yaralanma riskini azaltır ve çapak alma çevriminin mevcut CNC programı içinde operatörsüz çalışmasına olanak tanır.
CNC işleme merkezleri, torna merkezleri ve otomat tornalar için uygundur. Özellikle, rijit takımların tutarlı temas sağlayamadığı değişken veya tanımsız geometriye sahip iş parçalarında kontur kenarlarında çapak alma için etkilidir. Çelik, alüminyum, dökme demir, demir dışı metaller ve sertleştirilmiş malzemeler dahil tüm iş parçası malzemelerinde çalışır.

Avantajlar
Temel Avantajlar
- Yüksek ve tekrarlanabilir proses güvenilirliği — yay mekanizması mekaniktir, hava basıncına veya operatör becerisine bağlı değildir
- Seri üretim için tasarlandı — vardiyadan vardiyaya her iş parçasında aynı pah genişliği
- Kademesiz ayarlanabilir yanal temas basıncı — her uygulama için tam çapak alma miktarını ayarlayın
- Her spindle esneme açısında değişmeyen esneme kuvveti — tüm kontur boyunca tutarlı kenar teması
- Manuel çapak almayı ortadan kaldırır — işçilik maliyetini ve keskin kenarlardan kaynaklanan operatör yaralanma riskini azaltır
- Basitleştirilmiş CNC programlama — nominal kontura göre programlayın, takım gerçek kenar sapmalarını otomatik olarak telafi eder
- Bakım gerektirmez — pnömatik bileşen yok, hava hattı yok, servis aralığı yok
- Hava basıncı değişimlerinden kaynaklanan pah genişliği sapmalarını ortadan kaldırır
- Yüksek devir ve ilerlemeler: 3.000–8.000 rpm, ilerleme 2.000–4.000 mm/dak
- Takım kırılmalarını önler — esnek mekanizma, kenar darbesini spindle'a iletmek yerine emer
- Kompakt tasarım — her CNC takım magazinine veya otomatik takım değiştiriciye uyar
- Kesici boyu değiştirilerek uzatılmış erişim — takım değiştirmeden derin ceplere ve zor ulaşılan bölgelere erişim
Teknik Özellikler
Teknik Özellikler
| Parametre | Değer |
|---|---|
| Sipariş Kodu | 20.420.00 |
| Tahrik | Makine spindle'ı üzerinden (CNC işleme merkezleri, torna merkezleri, otomat tornalar) |
| Spindle devri | 3.000 – 8.000 rpm (başlangıç devri olarak 5.000 rpm önerilir) |
| İlerleme | 2.000 – 4.000 mm/dak (F = 3.000 mm/dak önerilir; yön değişimlerinde sabit tutun) |
| Maks. yanal esneme | 5 mm (100 mm uzun kesici ile 10 mm) |
| Esneme açısı | Yanal — 5° |
| Temas Basıncı | Arka ayar vidası üzerinden kademesiz ayarlanabilir — takım önerilen basınca ön ayarlı olarak sevk edilir; gerektiğinde artırın veya azaltın |
| Pens | ER-11 — standart olarak 6 mm pens ile sevk edilir (⌀1–7 mm pens kabul eder; ABD müşterileri için talep üzerine 6.4 mm / ¼" pens mevcuttur) |
| Tutucu | 20 mm silindirik (standart) — pens veya hidrolik tutucu önerilir. Talep üzerine Weldon düzlüğü mevcuttur. Özel sipariş olarak diğer özel konfigürasyonlar mümkündür; AKS Teknik ile iletişime geçin. |
| Malzemeler | Tüm iş parçası malzemeleri — çelik, paslanmaz çelik, alüminyum, dökme demir, demir dışı metaller, sertleştirilmiş malzemeler |
| Hava beslemesi | Gerekmez |
| Bakım | Tamamen bakım gerektirmez |
| Varyant — FDT EHS | Standart yay basıncının yetersiz kaldığı, uzatılmış kesici kullanılan kurulumlar için Ekstra Sert Yay varyantı. Detaylar için AKS Teknik ile iletişime geçin. |
| Özel konfigürasyonlar | ER16 ve ER20 pens versiyonları, standart dışı tutucu çapları ve özel takım tutucu konfigürasyonları talep üzerine mevcuttur. Detaylar için AKS Teknik ile iletişime geçin. |

Nasıl Kullanılır
Kullanım Talimatları
- 01
Nominal konturu programlayın
Takım yolunu, gerçek parça konturuna 1–3 mm baskı yapacak şekilde programlayın — bu yanal ofset, çevrim boyunca kesiciyi kenara karşı sürekli ön gergili tutar. Programlanan yol gerçek parça konturunu ne kadar yakından takip ederse, çapak alma sonucu o kadar tutarlı olur. Geometrinin izin verdiği yerlerde yaklaşma ve geri çekilme hareketleri teğetsel olmalıdır.

Çapak Alma Takımının Yanal Esnemesi Yay Esnemesi Çalışırken - 02
Kesme yönünü ayarlayın — saat yönünde
Saat yönünde spindle dönüşü programlayın (tırmanma frezeleme, üstten bakıldığında). Bu, karbür kesicinin esnek spindle'ı hareket yönüne karşı yüklemeden etkili şekilde çapak alması için doğru kesme yönüdür.
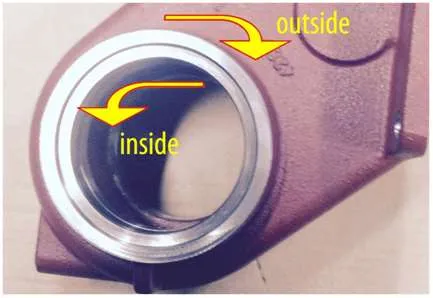
Kesme Yönü - 03
Yanal ön gergiyi ve temas basıncını ayarlayın
FDT SX0, arka ayar vidası üzerinden önerilen temas basıncına ön ayarlı olarak sevk edilir. Kesici düzensiz çalışıyorsa veya zıplıyorsa, basınç çok düşüktür — ayar vidasından artırın. Daha yüksek basınç → daha geniş pah; daha düşük basınç → daha dar pah.
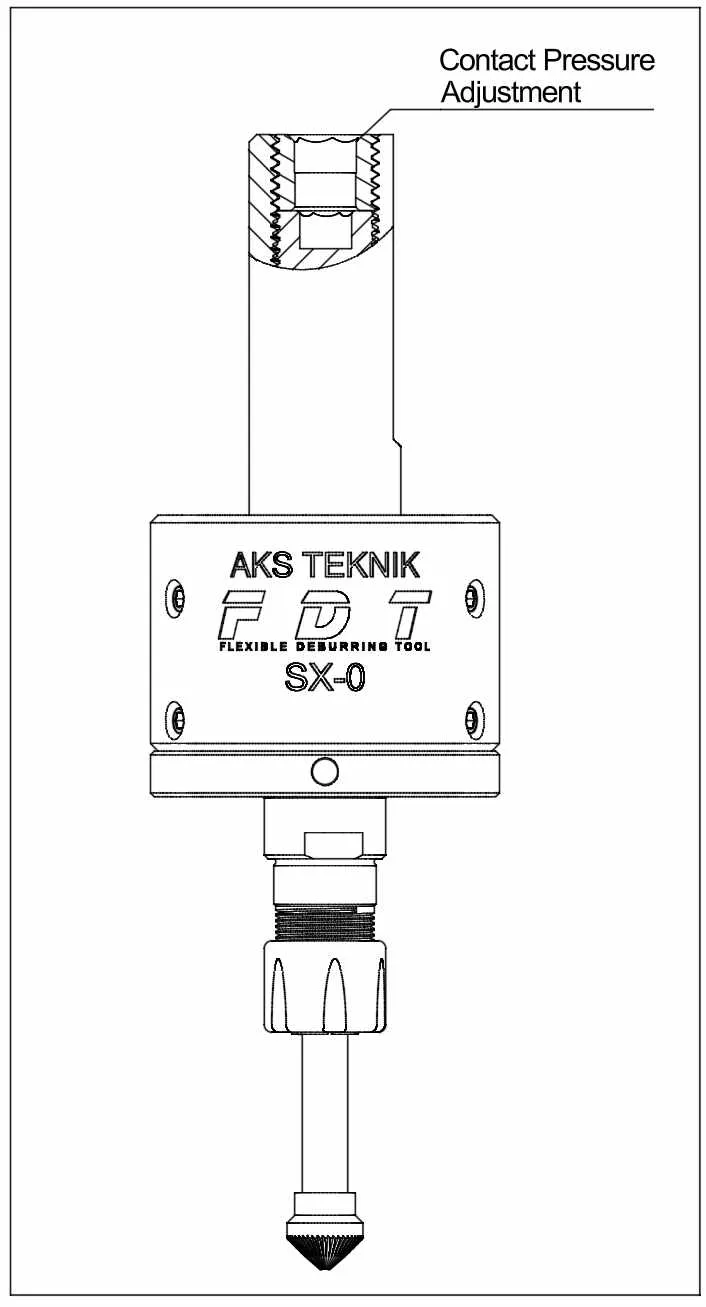
Temas Basıncı Ayarı - 04
Eksenel kesici konumunu ayarlayın
Takımı, çapak alma kenarı konik kesicinin yaklaşık orta noktasına temas edecek şekilde konumlandırın. Uca daha yakın çalışmak talaş kaldırma miktarını azaltır ve daha dar bir pah üretir; daha geride çalışmak bunu artırır. Not: çapak alma miktarı, takımın yanal (yarıçap telafisi) konumuna değil, eksenel konuma ve temas basıncına bağlıdır.
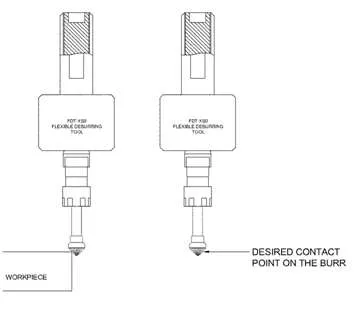
Çapağın Temas Noktası - 05
Yön değişimlerinde radyüs programlayın
İç köşelerde keskin 90° geçiş yerine küçük bir radyüs programlayın. Bu, kesicinin aynı anda birbirine dik iki yüzeye temas etmesini önler; aksi durumda titreşim ve düzensiz çapak alma oluşur. Dış köşelerde takım yolunu köşenin ötesine uzatın ve yönü iş parçasının dışında değiştirin.
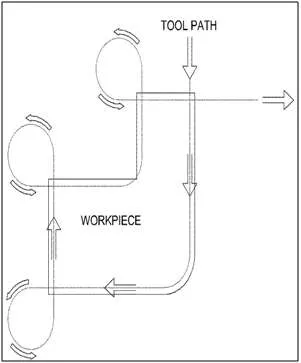
İş Parçası Konturunda CNC Çapak Alma Takım Yolu - 06
Çevrim boyunca ilerlemeyi sabit tutun
Yön değişimleri dahil çapak alma çevrimi boyunca sabit bir ilerleme koruyun. İlerleme değişimleri düzensiz pah genişliklerine neden olur. Çapak alma fazla geliyorsa ilerlemeyi artırın veya temas basıncını azaltın. Pah çok küçükse ilerlemeyi azaltın veya basıncı artırın. Her seferinde tek bir parametreyi değiştirin ve her ayardan sonra bir test geçişi yapın.
- 07
Alüminyum iş parçaları için soğutma sıvısı kullanın
Alüminyum çapak alırken soğutma sıvısı gereklidir. Diğer tüm malzemeler için soğutma sıvısı zorunlu değildir ancak çapak alma kalitesini ve yüzey finisajını iyileştirir. Sıvıyı makinenin standart soğutma sistemi üzerinden uygulayın.
Kesici Seçimi
FDT SX0 için Önerilen Çapak Alma Kesicileri
FDT SX0, ER-11 pens kullanır ve ⌀0.5 mm ile ⌀7 mm arasında tutucu çapına sahip karbür çapak alma kesicilerini kabul eder. Kesici geometrisi — ince kesim veya kırıcı kanallı yapı ve uç açısı — esnek bir takımda çapak alma kalitesini ve titreşim davranışını doğrudan etkiler.
| Kesici Tipi | Özellikler | Kullanım Alanı |
|---|---|---|
| 90° ince kesim konik çapak alma frezesi KSK · çap 10 mm · tutucu 6 mm · Z3 | Sürekli kesici ağız, düşük titreşim eğilimi, temiz pah | Çoğu uygulama için önerilen başlangıç kesicisidir. AKS Teknik'ten verilen FDT SX0 siparişlerinde ücretsiz olarak dahildir. |
| 90° kırıcı kanallı karbür çapak alma frezesi | Kesintili kesici ağız, daha yüksek talaş tahliye kapasitesi | Ağır çapakların alınması için uygundur. Kırıcı kanallı geometri, esnek takımlarda titreşim eğilimini artırır — kesici düzensiz çalışıyorsa ince kesim geometrisi kullanın. |
| 60° kırıcı kanallı karbür çapak alma frezesi | Dar uç açısı, iç radyuslara ve derin köşelere daha iyi erişim | 90° geometrinin dar iç detaylara ulaşamadığı yerlerde kullanın. 90° kırıcı kanallı tip için geçerli titreşim uyarısı burada da geçerlidir. |
Kesici düzensiz çalışıyorsa veya zıplama eğilimi gösteriyorsa önce yanal temas basıncını artırın. Basınç ayarından sonra da düzensiz çalışma devam ediyorsa, diğer parametreleri değiştirmeden önce ince kesim kesici geometrisine geçin. AKS Teknik, farklı geometrilerde uyumlu karbür çapak alma kesicilerini stokta bulundurur — stok durumu için bizimle iletişime geçin.
SSS
Sıkça Sorulan Sorular
-
Esnek çapak alma takımı nedir?
Esnek çapak alma takımı, tanımsız veya değişken iş parçası kenarlarını otomatik olarak takip eden, yay-baskılı radyal esneme mekanizmasına sahip CNC uyumlu bir kesici takımdır. Rijit takımlardan farklı olarak, manuel ayar veya takım değişimi olmadan 5–10 mm kenar sapmalarını telafi eder. AKS Teknik FDT SX0 spindle tahriklidir — doğrudan CNC makinesinin spindle'ı tarafından 3.000–8.000 rpm aralığında tahrik edilir ve hava beslemesi gerektirmez.
-
FDT SX0 bir CNC işleme merkezinde nasıl çalışır?
FDT SX0, 20 mm silindirik tutucuya sahiptir ve makine spindle'ı tarafından tahrik edilir. En iyi salgı değeri ve sıkma izi oluşmaması için pens veya hidrolik tutucular önerilir. Özel tutucu çapları (16 mm, 12 mm) ve Weldon düzlüğü talep üzerine mevcuttur — detaylar için AKS Teknik ile iletişime geçin. Entegre esnek mekanizma, ER-11 karbür kesicinin yanal olarak 5 mm'ye kadar (100 mm uzatılmış kesici ile 10 mm) esnemesine izin verir ve iş parçası kenarında tutarlı temas basıncı sağlar. Tüm çapak alma çevrimi, nominal iş parçası konturu kullanılarak CNC içine programlanır — takım gerçek kenar sapmalarını otomatik olarak telafi eder; böylece operatör müdahalesi ve ayrı bir takım değişimi gerekmez.
-
FDT SX0 ayrı bir basınçlı hava beslemesi gerektirir mi?
Hayır. FDT SX0 spindle tahriklidir ve basınçlı hava olmadan çalışır. Bu, tutarlı pah genişliklerini korumak için sabit hava basıncına bağlı olan pnömatik çapak alma takımlarına göre temel bir avantajdır. FDT SX0 ile çapak alma kalitesi, atölyedeki hava beslemesi değişimlerinden bağımsızdır — bu da onu operatörsüz ve karanlık vardiya işleme için uygun hale getirir.
-
FDT SX0 hangi iş parçası geometrileri için uygundur?
FDT SX0 özellikle kontur kenarlarında çapak alma için etkilidir — rijit bir takımın tüm kontur boyunca tutarlı temas sağlayamadığı, değişken veya tanımsız kenarlara sahip iş parçalarında. Esnek mekanizma, programlanan kontur ile gerçek kontur arasındaki sapmaları telafi ederek gerçek kenarı otomatik olarak takip eder. Uzatılmış kesici boyları, gömülü veya zor ulaşılan bölgelere erişim sağlar ve tüm takım yolu mevcut CNC çevrimi içinde programlanabilir.
-
FDT SX0 ile FDT AXIAL çapak alma takımları arasındaki fark nedir?
FDT SX0 radyal olarak esner (yanal, 5°'ye kadar); bu da onu kontur kenarlarında çapak alma ve değişken veya tanımsız geometriye sahip profil kenarları için ideal hale getirir. FDT AXIAL serisi eksenel (Z ekseni) yönde esner; bu da düz yüzey çapak alma, delik giriş ve çıkış pahları ve itme/çekme uygulamaları için daha uygundur. Her ikisi de spindle tahriklidir, takım değişimi gerektirmez ve standart karbür çapak alma kesicileri ile ER-11 pens kullanır.
-
Spindle devri, ilerleme ve temas basıncı çapak alma sonucunu nasıl etkiler?
Her parametrenin pah genişliği ve kalite üzerinde doğrudan ve öngörülebilir etkisi vardır. Spindle devrini artırmak daha fazla çapak alma etkisi ve daha düzgün finisaj sağlar. İlerlemeyi artırmak çapak alma etkisini azaltır — daha düşük ilerleme daha geniş pah anlamına gelir. Daha yüksek yanal temas basıncı da çapak alma genişliğini artırır. Kesicinin eksenel konumu (kenara uçtan ne kadar geride temas ettiği), talaş kaldırma miktarının birincil kontrolüdür — uca daha yakın çalışmak malzeme kaldırmayı azaltır. Her seferinde tek bir parametre ayarlayın ve her değişiklikten sonra bir test geçişi yapın.
-
FDT SX0 ile hangi tip çapak alma kesicisi kullanmalıyım?
FDT SX0, ER-11 pensi üzerinden ⌀0.5 mm ile ⌀7 mm arasında tutucu çapına sahip karbür çapak alma kesicilerini kabul eder. Çoğu uygulama için 90° ince kesim konik karbür çapak alma frezesi — KSK tipi, çap 10 mm, tutucu 6 mm, Z3 universal medium — düşük titreşim eğilimiyle temiz ve tutarlı pahlar üretir. AKS Teknik'in FDT SX0 siparişlerine ücretsiz olarak eklediği kesici budur. 60° ve 90° kırıcı kanallı geometriye sahip kesiciler de uyumludur ve daha ağır çapaklarda iyi çalışır; ancak kırıcı kanallı geometri, esnek takımlarda titreşim eğilimini artırır — çoğu esnek çapak alma uygulamasında ince kesim geometrisi tercih edilir. Kullanım sırasında kesici düzensiz çalışıyor veya zıplıyorsa önce yanal temas basıncını artırın. Düzensiz çalışma devam ederse, önerilen bir sonraki adım farklı bir kesici geometrisine geçmektir.
-
FDT SX0 CNC tornalarda kullanılabilir mi?
Evet. FDT SX0, CNC işleme merkezleri, torna merkezleri ve otomat tornalarla uyumludur — 20 mm tutuculu takım kabul eden her makinede kullanılabilir. Ek kurulumlar gerekmez — basınçlı hava bağlantısı veya spindle indeksleme gibi. Takım makine spindle'ı tarafından tahrik edilir ve çapak alma çevrimi mevcut CNC programına tamamen entegre edilir. Standart tutucu silindirik 20 mm'dir — en iyi salgı değeri ve tutucu üzerinde sıkma izi oluşmaması için pens veya hidrolik tutucular önerilir. ER25 tutucu kullanan canlı takımlı tornalar için AKS Teknik, takımın canlı takım taretine makinede hiçbir değişiklik yapmadan doğrudan uymasını sağlayan özel bir ER25–20 mm pens sağlar. Talep üzerine Weldon düzlüğü mevcuttur.
Uygulamalar
Tipik Endüstriler ve İş Parçaları


Videolar
FDT SX0 Çalışırken
İndirilebilir Dosyalar
Teknik Dokümanlar
İlgili Ürünler
Diğer Çapak Alma Takımları
Gratlama sürecinizi otomatikleştirmeye hazır mısınız?
Mühendislerimiz, uygulamanıza ve malzemenize uygun doğru aracı seçmenize yardımcı olacaktır.
Bize Ulaşın