
FDT AXIAL (F) Çapak Alma Takımı
Eksenel esnemeli itme tipi çapak alma takımı — değişken yükseklikteki profilleri ve eğrisel yüzeyleri otomatik olarak kompanse eder; hava beslemesi gerekmez.
- Spindle tahrikli — hava beslemesi gerekmez, ek altyapı gerektirmez
- 10 mm eksenel itme stroku — eksenel ve radyal konum sapmalarını otomatik olarak kompanse eder
- Arka setskur üzerinden kademesiz ayarlanabilen ön gerilim kuvveti — tekrarlanabilir ayarlar
- ER-11 pens — standart olarak 6 mm pens ile sevk edilir (⌀1–7 mm pensleri kabul eder; ABD'deki müşteriler için talep üzerine 6.4 mm / ¼" pens sunulur)
Genel Bakış
CNC Makineleri, Robotlar ve İşleme Merkezleri için İtme Tipi Eksenel Çapak Alma Takımı
FDT AXIAL (F), CNC işleme merkezleri, NC makineleri ve endüstriyel robotlarda kullanılmak üzere geliştirilmiş, basit ve ekonomik bir Spindle tahrikli çapak alma takımıdır. Kesici ağzı eksenel yönde (Z ekseni) sürekli olarak İş Parçası yüzeyine bastırır ve işlenmiş parçaların yan yüzeylerinde ve alın yüzeylerinde güvenilir şekilde çapak alır.
Takım, eksenel yönde 10 mm itme strokuna sahiptir ve özellikle değişken yükseklikteki profillerde veya eğrisel yüzeylerdeki deliklerde çapak alma işlemlerinde etkilidir. Z ekseni yüksekliğini, Spindle'dan en uzak noktaya göre (en düşük Z koordinatı) 1–2 mm baskı uygulayacak şekilde ayarlayın — FDT AXIAL (F), çapak alma çevrimi boyunca yükseklik değişimlerini otomatik olarak kompanse eder.
Eksenel ön gerilim kuvveti, arka setskur üzerinden kademesiz olarak ayarlanabilir — takım, önerilen Temas Basıncı değerinde ön ayarlı olarak sevk edilir ve gerektiğinde artırılıp azaltılabilir. Üç yay tipi (yumuşak, orta, sert) tüm malzeme aralığını kapsar; her yay, setskur üzerinden kendi aralığında ayrıca kademesiz olarak ayarlanabilir.
Çapak almanın ötesinde, FDT AXIAL (F), döküm İş Parçalarında yüzeyden taşan malzeme kalıntılarının frezelenmesinde ve uyumlu taşlama uçlarıyla yapılan yüzey finisajı uygulamalarında da kullanılabilir — üstelik bunların tamamı aynı ER-11 pens arayüzü üzerinden gerçekleştirilir.

Avantajlar
Başlıca Avantajlar
- Basit ve ekonomik tasarım — pnömatik takımlara göre daha az bileşen, birim başına daha düşük maliyet
- 10 mm eksenel itme stroku — yeniden programlama gerektirmeden eksenel ve radyal konum sapmalarını otomatik olarak kompanse eder
- Arka setskur üzerinden kademesiz ön gerilim ayarı — yay değişimi olmadan Temas Basıncı ayarlanabilir; takım önerilen basınçta ön ayarlı olarak sevk edilir
- 3 farklı yay tipi sunulur — malzeme sertliğine ve kenar durumuna uyum sağlamak için yumuşak, orta ve sert
- Hava beslemesi gerekmez — Spindle tahriklidir, pnömatik altyapıya ihtiyaç duymaz
- CNC makineleri ve robotlarla uyumludur — 20 mm silindirik veya Weldon Düzlüklü tutucu kabul eden tüm Takım Tutuculara uygundur
- ER-11 pens sistemi — standart olarak 6 mm pens ile sevk edilir (⌀1–7 mm pensleri kabul eder; ABD'deki müşteriler için talep üzerine 6.4 mm / ¼" pens sunulur)
- Eğrisel yüzey kabiliyeti — düzlemsel olmayan ve eğimli İş Parçası yüzeylerindeki yükseklik değişimlerini kompanse eder
- Döküm İş Parçalarıyla uyumludur — standart Kenar Çapak Alma işlemlerine ek olarak yüzeyden taşan malzeme kalıntılarını frezeler
- Tırmanma Frezeleme yönü — temiz pah yüzeyi ve daha düşük kesici aşınması
Teknik Özellikler
Teknik Özellikler
| Parametre | Değer |
|---|---|
| Sipariş Kodu | 21.420.00 |
| Aktivasyon | Makine Spindle'ı üzerinden (CNC işleme merkezleri, NC makineleri, robotlar) |
| Esneme tipi | Eksenel — itme (Z ekseni yönünde) |
| Maks. eksenel strok | 10 mm (itme) |
| Spindle devri | 3,000–10,000 rpm |
| İlerleme | 2,000–4,000 mm/min |
| Z ekseni ofseti | En düşük Z koordinatının 1–2 mm altında (Spindle'dan en uzak nokta) |
| Frezeleme yönü | Tırmanma Frezeleme — saat yönünde Spindle dönüşü |
| Temas Basıncı | Arka setskur üzerinden kademesiz ayarlanabilir — takım önerilen basınçta ön ayarlı olarak sevk edilir; gerektiğinde artırılıp azaltılabilir |
| Yay seçenekleri | 3 tip — yumuşak / orta / sert; her biri setskur üzerinden kendi aralığında kademesiz ayarlanabilir |
| Pens | ER-11 — standart olarak 6 mm pens ile sevk edilir (⌀1–7 mm pensleri kabul eder; ABD'deki müşteriler için talep üzerine 6.4 mm / ¼" pens sunulur) |
| Tutucu | 20 mm silindirik (standart) — pens veya Hidrolik Tutucu önerilir. Talep üzerine Weldon Düzlüğü sunulur. Farklı özel konfigürasyonlar da özel siparişle mümkündür; AKS Teknik ile iletişime geçin. |
| Hava beslemesi | Gerekmez |
| Varyantlar ve seçenekler | Standart takım: ER-11 pens, Ø20 mm tutucu. Talep üzerine ER-16, ER-20 ve ER-25 pensli versiyonlar sunulur. Daha büyük gövdeli, yüksek yay kuvvetli modeller özel siparişle üretilir — AKS Teknik ile iletişime geçin. |
Nasıl Kullanılır
Kullanım Talimatları
- 01
Doğru yayı seçin
Mevcut üç yay tipinden birini seçin — yumuşak, orta veya sert. Tipler arasındaki kuvvet farkı nispeten küçüktür; bu seçim katı bir kuraldan çok uygun bir başlangıç noktasıdır. Alüminyum ve hafif alaşımlar için yumuşak yay iyi bir başlangıç seçimidir. Çelik ve dökme demir için orta yayla başlayın. Yalnızca orta yay yeterli pah oluşturmuyorsa sert yaya geçin. Yay takıldıktan sonra, arka setskur üzerinden kendi aralığında Temas Basıncını ince ayarlayın.
- 02
Z ekseni ofsetini ayarlayın — en düşük noktanın 1–2 mm altına
Z ekseni yüksekliğini, Spindle'dan en uzak noktaya göre — yani İş Parçası yüzeyindeki en düşük Z koordinatına göre — 1–2 mm baskı uygulayacak şekilde ayarlayın. FDT AXIAL (F), çapak alma yolu boyunca oluşan yükseklik değişimlerini otomatik olarak kompanse eder.
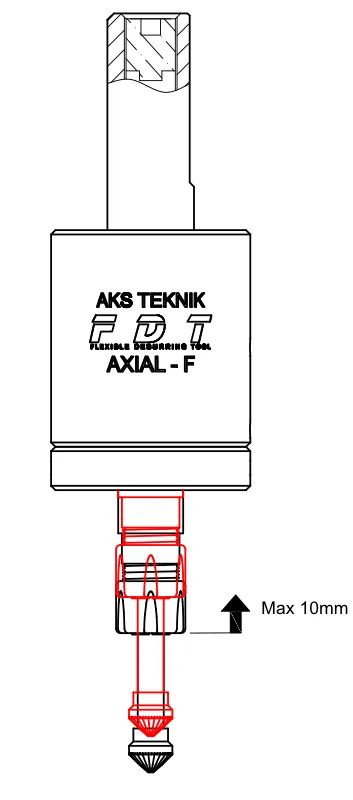
FDT AXIAL (F) Teknik Çizimi Çalışma Sırasında Yay Sıkışması - 03
Kesme yönünü ayarlayın — saat yönünde
Spindle'ı saat yönünde dönecek şekilde programlayın (M03). FDT AXIAL (F), Tırmanma Frezeleme için tasarlanmıştır — kesici, İlerleme yönünde kenara temas eder; bu da geleneksel frezelemeye kıyasla daha düşük kesme kuvvetleri ve daha az kesici aşınmasıyla daha temiz bir pah oluşturur. Spindle yönünün ters çevrilmesi önerilmez ve takımın erken arızalanmasına yol açabilir.
- 04
Spindle devrini ve İlerlemeyi ayarlayın
Önerilen aralık: 3,000–10,000 rpm ve 2,000–4,000 mm/min İlerleme. Alüminyum için devir aralığının üst bölümünü kullanın ve bol kesme sıvısı uygulayın — bu, temiz bir kenar oluşturur ve kesici ömrünü uzatır. Çelik ve dökme demir için orta aralıkta başlayın ve oluşan pah sonucuna göre ayarlama yapın. Çevrim boyunca İlerlemeyi sabit tutun; İlerleme değişimi, pah genişliğinin düzensiz olmasına neden olur. Her seferinde yalnızca bir parametreyi değiştirin ve her ayardan sonra bir test geçişi yapın.
- 05
Bir test geçişi yapın ve Temas Basıncını ayarlayın
Tek bir çapak alma geçişi yapın ve pahı kontrol edin. Sonuç çok hafifse (çapak kalıyorsa), arka setskur üzerinden Temas Basıncını artırın veya daha sert bir yaya geçin. Kesici yüzeyde iz bırakıyorsa ya da pah fazla büyükse, basıncı azaltın. Her seferinde yalnızca bir parametreyi değiştirin ve her ayardan sonra bir test geçişi yapın.
Kesici Seçimi
FDT AXIAL (F) için Önerilen Çapak Alma Kesicileri
FDT AXIAL (F), ER-11 pens kullanır ve ⌀0.5 mm ile ⌀7 mm arasındaki tutucu çaplarına sahip karbür çapak alma kesicilerini kabul eder — standart olarak 6 mm pens ile sevk edilir (ABD'deki müşteriler için talep üzerine 6.4 mm / ¼" pens sunulur). Kesici geometrisi — ince diş veya kırıcı diş ve uç açısı — takım üzerindeki çapak alma kalitesini ve titreşim davranışını doğrudan etkiler.
| Kesici Tipi | Özellikleri | Kullanım Alanı |
|---|---|---|
| 90° ince diş konik Çapak Alma Frezesi KSK · çap 10 mm · tutucu 6 mm · Z3 | Sürekli kesici ağız, düşük titreşim eğilimi, temiz pah | Çoğu uygulama için önerilen başlangıç kesicisidir. AKS Teknik'ten verilen FDT AXIAL (F) siparişlerinde ücretsiz olarak sunulur. |
| 90° kırıcı diş karbür Çapak Alma Frezesi | Kesintili kesici ağız, daha yüksek talaş tahliye kabiliyeti | Ağır çapak alma için uygundur. Kırıcı diş geometrisi titreşim eğilimini artırır — kesici düzensiz çalışıyorsa ince diş geometrisine geçin. |
| 60° kırıcı diş karbür Çapak Alma Frezesi | Dar uç açısı, iç radyuslara ve derin köşelere daha iyi erişim | 90° geometrinin dar iç detaylara ulaşamadığı yerlerde kullanılır. 90° kırıcı dişteki aynı titreşim uyarısı burada da geçerlidir. |
Kesici düzensiz çalışıyor veya sekme eğilimi gösteriyorsa, önce arka setskur üzerinden Temas Basıncını artırın. Basınç ayarından sonra da düzensiz çalışma sürüyorsa, diğer parametreleri değiştirmeden önce ince diş kesici geometrisine geçin. AKS Teknik, birden fazla geometride uyumlu karbür çapak alma kesicilerini stokta bulundurur — stok durumu için bizimle iletişime geçin.
SSS
Sık Sorulan Sorular
-
FDT AXIAL (F) nedir ve FDT SX0'dan farkı nedir?
Her iki takım da bir CNC Spindle'ına bağlanır ve kesicinin sürekli temasını korumak için Yay-Baskılı bir mekanizma kullanır — ancak bunu farklı yönlerde yapar. FDT SX0, yanal olarak esner (radyal, XY düzleminde); bu da onu, İş Parçası geometrisinin değişken veya tanımsız olduğu kenarlarda Kontur Çapak Alma için ideal hale getirir. FDT AXIAL (F) ise eksenel olarak esner (Z yönünde, İtme Tipi); bu nedenle çapak alma yolu boyunca yükseklik değişimleri bulunan İş Parçaları için doğru seçimdir — örneğin eğimli yüzeylerdeki delikler, kademeli profiller veya düzensiz yüzeyli döküm parçalar.
Uygulamada FDT AXIAL (F), belirli bir ölçüde radyal kompanzasyonu da otomatik olarak karşılar: 90° kesicinin konik geometrisi, takımın İş Parçası kenarında kendini merkezlemesini ve küçük XY sapmalarını absorbe etmesini sağlar. Bu sayede FDT AXIAL (F), FDT SX0 ile benzer birçok uygulamada başarılı sonuç verir — ve İş Parçası geometrisinin tam yanal esneme gerektirmediği durumlarda çoğu zaman daha ekonomik bir alternatiftir. -
Eksenel esneme nedir ve ne zaman doğru seçimdir?
Eksenel esneme, kesici takımın ön gerilimli bir yaya karşı Z ekseninde geri itilebilmesi, yani Spindle'ın içine doğru 10 mm'ye kadar hareket edebilmesi anlamına gelir. Takım, İş Parçası üzerinde yükseltilmiş bir bölgeyle karşılaştığında yay sıkışır ve kesici, yüzeye gömülmeden temasını korur. Bu yapı; çapak alma yolu boyunca değişken yükseklikteki profiller, giriş ve çıkış Z seviyeleri farklı olan eğrisel veya eğimli yüzeylerdeki delikler ve düzensiz ayırma hattı kalıntıları bulunan döküm İş Parçaları için idealdir. İş Parçanız düzse ve değişim XY geometrisindeyse (kontur şekilleri), yanal esnemeli FDT SX0 daha doğru seçimdir.
-
Uygulamam için doğru yay basıncını nasıl ayarlarım?
Arka setskuru kullanarak eksenel ön gerilimi kademesiz olarak ayarlayın — takım önerilen basınçta ön ayarlı olarak sevk edildiği için çoğu durumda başlangıç için ek ayar gerekmez. Pah çok hafif kalıyorsa, setskur üzerinden basıncı artırın; takım yüzeyde iz bırakıyorsa basıncı azaltın. Daha hafif malzemelerde (alüminyum, pirinç) düşük basınçla başlayın ve pah temiz çıkana kadar artırın. Çelikte veya ağır çapaklarda basıncı artırın ya da orta veya sert yaya geçin.
-
FDT AXIAL (F) eğrisel yüzeylerde kullanılabilir mi?
Evet. 10 mm itme stroku, takımın programlanan Takım Yolu boyunca oluşan yükseklik farklarını otomatik olarak kompanse etmesini sağlar. Z ekseni ofsetini, İş Parçası yüzeyindeki en düşük noktanın (Spindle'dan en uzak nokta) 1–2 mm altına ayarlayın. Takım daha yüksek bölgelere ilerledikçe yay sıkışır ve kesici temasını korur — yükseklik kompanzasyonu için ek bir CNC programlaması gerekmez.
-
FDT AXIAL (F) ile hangi çapak alma kesicileri uyumludur?
FDT AXIAL (F), ER-11 pens kullanır ve standart olarak 6 mm pens ile sevk edilir — FDT SX0 ile aynı kesici arayüzüne sahiptir. ⌀1 mm ile ⌀7 mm arasındaki tutucu çaplarına sahip karbür çapak alma kesicilerini ve taşlama uçlarını kabul eder. Önerilen başlangıç kesicisi, 90° konik karbür Çapak Alma Frezesidir (ince diş geometrisi) — Kenar Çapak Alma uygulamalarının büyük çoğunluğunu kapsar. ABD'deki müşteriler için talep üzerine 6.4 mm (¼") pens sunulur.
-
FDT AXIAL (F), CNC tornalarda kullanılabilir mi?
Evet. FDT AXIAL (F), CNC işleme merkezleri, NC makineleri, torna merkezleri ve robotlarla uyumludur — 20 mm tutuculu takım kabul eden her makinede kullanılabilir. Basınçlı hava bağlantısı gibi ek kurulumlar gerekmez. Takım, makine Spindle'ı tarafından tahrik edilir ve çapak alma çevrimi mevcut CNC programına tamamen entegre edilir. Standart tutucu 20 mm silindirik yapıdadır — en iyi salgı değeri ve tutucu üzerinde sıkma izi oluşmaması için pens veya Hidrolik Tutucu önerilir. ER25 tutuculu tahrikli takım kullanan tornalar için AKS Teknik, takımın makinede hiçbir değişiklik yapmadan doğrudan tahrikli takım kulesine takılmasını sağlayan özel bir ER25–20 mm pens sunar. Talep üzerine Weldon Düzlüğü de sunulur.
Uygulamalar
Tipik Endüstriler ve İş Parçaları


Videolar
FDT AXIAL (F) Çalışırken
İndirilebilir Dokümanlar
Teknik Dokümanlar
İlgili Ürünler
Diğer Çapak Alma Takımları
Gratlama sürecinizi otomatikleştirmeye hazır mısınız?
Mühendislerimiz, uygulamanıza ve malzemenize uygun doğru aracı seçmenize yardımcı olacaktır.
Bize Ulaşın