
Narzędzie do nagniatania z pojedynczą rolką
Pojedyncza rolka obciążona sprężyną do wykańczania powierzchni zewnętrznych — powierzchnie walcowe, stożkowe, czołowe i konturowe. Wykazano Ra 0,034 µm. Proste, ekonomiczne i łatwe w użyciu na każdej tokarce.
- Wykończenie powierzchni: Ra < 0,1 µm — wykazano Ra 0,034 µm
- Działa na wszystkich rodzajach metali poniżej 40–45 HRC
- Opatentowana elastyczna głowica sprężynowa — chroni tokarkę przed sztywnymi obciążeniami
- Powierzchnie walcowe, stożkowe, czołowe, promienie przejścia i kontury
- Obróbka lewo- i prawostronna
- Chwyty kwadratowe 20×20 mm i 25×25 mm
Przegląd
Nagniatanie z pojedynczą rolką — uniwersalne wykańczanie powierzchni zewnętrznych
SRF wykorzystuje pojedynczą hartowaną rolkę zamontowaną na opatentowanej elastycznej głowicy sprężynowej. Gdy detal obraca się na tokarce, rolka dociska się do powierzchni z kontrolowaną siłą — wierzchołki chropowatości ulegają odkształceniu plastycznemu, dając efekt lustrzanego wykończenia.
W odróżnieniu od narzędzi wielorolkowych, które otaczają otwór lub wałek, konstrukcja z pojedynczą rolką styka się z powierzchnią z jednej strony. Czyni to narzędzie znacznie bardziej uniwersalnym — może wykańczać powierzchnie walcowe, stożki, powierzchnie czołowe, promienie przejścia i złożone kontury niedostępne dla narzędzi wielorolkowych.
Siła nagniatania jest przenoszona z maszyny na detal przez elastyczną głowicę sprężynową, która zapobiega sztywnemu kontaktowi. Chroni to łożyska i prowadnice tokarki, a jednocześnie utrzymuje stałą siłę docisku pomimo drobnych nierówności powierzchni.

- Wykazano Ra 0,034 µm — wykończenie lustrzane na wszystkich metalach
- Powierzchnie walcowe, stożkowe, czołowe, promienie przejścia i kontury
- Opatentowana elastyczna głowica sprężynowa — chroni tokarkę przed obciążeniami udarowymi
- Obróbka lewo- i prawostronna — odwróć głowicę nagniatającą
- Bez wiórów, bez pyłu — czysty i cichy proces
- Tokarki CNC i uniwersalne — można zamocować w każdym imaku narzędziowym
Wideo
SRF Narzędzie do nagniatania z pojedynczą rolką w akcji — Ra 0,034 µm
Film przedstawia narzędzie SRF do nagniatania z pojedynczą rolką podczas pracy na tokarce CNC — widoczna jest obróbka detalu, gotowy element oraz pomiar chropowatości Ra 0,034 µm zweryfikowany profilometrem.
Budowa narzędzia
Elementy i wymiary narzędzia SRF
SRF składa się z 8 precyzyjnych elementów zmontowanych w zwartą, bezobsługową jednostkę.
Elementy narzędzia
- Koszyk — mieści rolkę i zespół stożka
- Rolka — hartowana rolka nagniatająca, Ø 16 mm
- Stożek — element stożkowy do pozycjonowania rolki
- Łożysko — łożysko centralne zapewniające płynny obrót
- Tuleja — podpora zespołu łożyskowego
- Sworzeń — zabezpiecza elementy wewnętrzne
- Głowica sprężynowa — opatentowany elastyczny mechanizm kontroli siły
- Chwyt — 20×20 lub 25×25 mm kwadratowy do montażu w imaku narzędziowym
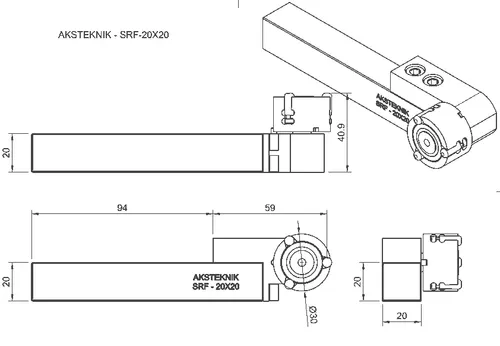
Główne wymiary (SRF-20X20)
| Parametr | Wartość |
|---|---|
| Długość całkowita | 94 mm |
| Wymiar chwytu | 20 × 20 mm |
| Średnica koszyka | Ø 30 mm |
| Szerokość całkowita (z rolką) | 41 mm |
| Średnica rolki | Ø 16 mm |
Dane techniczne
Dane techniczne SRF
| Parametr | Wartość |
|---|---|
| Osiągalne wykończenie powierzchni | Ra < 0,1 µm (wykazano Ra 0,034 µm) |
| Kompatybilne materiały | Wszystkie metale podatne na odkształcenie plastyczne (stal, stal nierdzewna, aluminium, miedź, mosiądz, brąz, żeliwo) |
| Maks. twardość detalu | 40–45 HRC |
| Kontrola siły | Opatentowana elastyczna głowica sprężynowa |
| Maks. nacisk nagniatania | 1 mm na osi X (2 mm na średnicy) |
| Zalecany nacisk wyjściowy | 0,4 mm na osi X (0,8 mm na średnicy) |
| Chropowatość po obróbce wstępnej | 5–20 µm (Rz lub Rt) |
| Kierunek obróbki | Lewo- i prawostronny (odwracalna głowica nagniatająca) |
| Powierzchnie robocze | Walcowe, stożkowe, czołowe, promienie przejścia, promienie, kontury |
| Tolerancja osiowania narzędzia | 90° ±0,05° (sprawdzić czujnikiem zegarowym) |
| Kąt nagniatania | 1,0–1,5° |
| Chłodziwo | Standardowa ciecz chłodząco-smarująca |
Posuwy i prędkości
Nagniatanie z pojedynczą rolką — posuwy i prędkości wg materiału
Oblicz prędkość obrotową wrzeciona na podstawie prędkości skrawania: obr/min = Vc × 1000 / (Ø × 3,14). Przykład: detal Ø 50 mm przy Vc 50 m/min → obr/min = 50×1000 / (50×3,14) = 318 obr/min.
| Materiał | Prędkość skrawania (m/min) | Posuw (mm/obr) |
|---|---|---|
| Stal | 50–150 | 0,05–0,5 |
| Stal nierdzewna | 50–150 | |
| Żeliwo | 50–150 | |
| Aluminium | 50–200 | |
| Miedź i stopy | 50–200 |
Wzór na posuw przy obróbce wstępnej
Aby uzyskać zalecaną chropowatość obróbki wstępnej 5–20 µm (Rz):
posuw na obrót = promień wierzchołka noża / 2
Przykład: posuw 0,2 mm/obr przy promieniu wierzchołka R0,4 mm.
Instrukcja ustawienia
Ustawienie i obsługa SRF
- 1
Zamocuj w imaku narzędziowym
Zamocuj chwyt kwadratowy SRF w imaku narzędziowym tokarki. Ustaw narzędzie tak, aby rolka stykała się z detalem pod kątem 90° ±0,05°. Sprawdź osiowanie czujnikiem zegarowym na odcinku 100 mm.
- 2
Ustaw kąt nagniatania
Ustaw kąt nagniatania na 1,0–1,5°, aby zapewnić prawidłowy kontakt rolki z powierzchnią.
- 3
Ustaw offset narzędzia
Użyj detalu o znanej średnicy. Obracaj z niską prędkością (100 obr/min). Przesuwaj oś X, aż rolka dotknie powierzchni i łożysko centralne zacznie się obracać. Ustaw tę pozycję jako offset narzędzia na osi X.
- 4
Wykonaj obróbkę wstępną powierzchni
Tocz detal do wymiarów bliskich końcowym. Chropowatość po obróbce wstępnej powinna wynosić 5–20 µm (Rz lub Rt). Stosuj posuw na obrót = promień wierzchołka noża / 2.
- 5
Nagniataj
Zawsze rozpoczynaj 2–3 mm wewnątrz powierzchni. Jako punkt wyjścia zastosuj nacisk 0,4 mm na osi X (0,8 mm na średnicy). Prowadź narzędzie wzdłuż detalu z posuwem 0,05–0,5 mm/obr przy czystym chłodziwie.
Kierunek obróbki
Narzędzie SRF jest odpowiednie zarówno do obróbki lewostronnej, jak i prawostronnej. Wystarczy odwrócić głowicę nagniatającą, aby dopasować ją do wymaganego kierunku. Dodatkowe elementy nie są potrzebne.
Rozwiązywanie problemów
Nagniatanie z pojedynczą rolką — rozwiązywanie problemów
Nie uzyskano wymaganej jakości powierzchni
Causes: Zbyt niski nacisk nagniatania, zbyt szorstka lub nierówna powierzchnia po obróbce wstępnej, błędne osiowanie narzędzia.
Solution: Zwiększ nacisk nagniatania. Popraw jakość powierzchni po obróbce wstępnej. Sprawdź montaż narzędzia pod kątem 90° ±0,05° czujnikiem zegarowym.
Łuszczenie lub pękanie powierzchni
Causes: Zbyt wysoki nacisk nagniatania, zbyt duży posuw.
Solution: Zmniejsz nacisk nagniatania. Zmniejsz posuw.
Powtarzające się ślady lub wzory
Causes: Zużyte rolki stożkowe, wióry przywarte do rolki, zabrudzone chłodziwo.
Solution: Wymień rolkę stożkową. Dokładnie oczyść powierzchnię rolki. Wymień chłodziwo — zalecany system filtracji 5–10 µm.
Falista powierzchnia
Causes: Zbyt wysoki nacisk nagniatania, zbyt duży posuw, nieodpowiednia powierzchnia po obróbce wstępnej.
Solution: Zmniejsz nacisk nagniatania. Zmniejsz posuw. Sprawdź i popraw powierzchnię po obróbce wstępnej.
Przegrzewanie narzędzia lub detalu
Causes: Zbyt wysoki nacisk nagniatania, niewystarczające chłodziwo, nieosiowość narzędzia i detalu, nieprawidłowy montaż.
Solution: Zmniejsz nacisk nagniatania. Zwiększ przepływ chłodziwa. Sprawdź osiowanie pod kątem 90° ±0,05° czujnikiem zegarowym.
Matowa powierzchnia
Causes: Zbyt gęste lub lepkie chłodziwo.
Solution: Rozcieńcz lub wymień ciecz chłodząco-smarującą.
Ślad na powierzchni w punkcie wejścia narzędzia
Causes: Zbyt krótka odległość kontaktu narzędzia z detalem przy wejściu.
Solution: Zwiększ początkową odległość kontaktu — zawsze rozpoczynaj 2–3 mm wewnątrz powierzchni.
Zastosowania
Zastosowania nagniatania z pojedynczą rolką i geometrie powierzchni
Konstrukcja z pojedynczą rolką sprawia, że SRF nadaje się do szerokiego zakresu geometrii powierzchni zewnętrznych, niedostępnych dla narzędzi wielorolkowych.
- Powierzchnie walcowe — wałki, sworznie, czopy, powierzchnie łożyskowe
- Powierzchnie stożkowe — stożki, strefy przejściowe
- Powierzchnie czołowe — czoła, stopnie, kołnierze
- Promienie przejścia i promienie — promienie odciążające, rowki
- Powierzchnie konturowe — złożone profile na detalach toczonych
- Powierzchnie uszczelniające — rowki pod o-ringi, obszary uszczelnień smarowych
Odpowiednie branże
SRF stosuje się wszędzie tam, gdzie powierzchnie zewnętrzne detali toczonych wymagają wykończenia lustrzanego, zwiększonej odporności na zużycie lub węższych tolerancji — w branży motoryzacyjnej, hydraulice, pneumatyce, wyrobach medycznych i precyzyjnej inżynierii.
Zamawianie
Kody zamówieniowe
| Kod zamówieniowy | Ø rolki | Chwyt | Opis |
|---|---|---|---|
| SRF-20X20 | Ø 16 mm | 20 × 20 mm | Narzędzie do nagniatania z pojedynczą rolką, chwyt kwadratowy do tokarek CNC i uniwersalnych |
| SRF-25X25 | Ø 16 mm | 25 × 25 mm | Narzędzie do nagniatania z pojedynczą rolką, chwyt kwadratowy do tokarek CNC i uniwersalnych |
Większe średnice rolek (np. SRF35) dostępne na zamówienie. Skontaktuj się z nami w sprawie konfiguracji specjalnych.
FAQ
Najczęściej zadawane pytania
-
Czym jest nagniatanie z pojedynczą rolką?
Nagniatanie z pojedynczą rolką wykorzystuje jedną hartowaną rolkę na sprężynowym ramieniu, dociskaną do obracającej się powierzchni detalu. W odróżnieniu od narzędzi wielorolkowych, które otaczają otwór lub wałek, narzędzie z pojedynczą rolką styka się z powierzchnią z jednej strony. Dzięki czemu nadaje się do powierzchni walcowych, stożkowych, czołowych, promieni przejścia i konturowych. Opatentowana elastyczna głowica sprężynowa zapewnia stałą siłę docisku, chroniąc jednocześnie tokarkę przed sztywnymi obciążeniami udarowymi.
-
Jakie wykończenie powierzchni może osiągnąć SRF?
SRF osiąga na wszystkich metalach podatnych na odkształcenie plastyczne Ra poniżej 0,1 µm — na stali wykazano Ra 0,034 µm. Wynik zależy od jakości powierzchni po obróbce wstępnej (idealne 5–20 µm Rz), rodzaju materiału i parametrów (prędkość, posuw, nacisk).
-
Kiedy stosować narzędzie z pojedynczą rolką zamiast wielorolkowego?
Narzędzie z pojedynczą rolką stosuje się, gdy geometria detalu nie jest prostym otworem ani wałkiem. Sprawdza się szczególnie na zewnętrznych powierzchniach walcowych, stożkach, powierzchniach czołowych, promieniach przejścia i złożonych konturach. Narzędzia wielorolkowe są lepszym wyborem tam, gdzie wymagana jest maksymalna współosiowość i precyzja na prostych otworach lub wałkach.
-
Z jakimi maszynami jest kompatybilne SRF?
SRF pasuje do każdej tokarki CNC lub uniwersalnej ze standardowym imakiem narzędziowym. Dostępne jest z chwytami kwadratowymi 20×20 mm i 25×25 mm — najczęściej stosowanymi rozmiarami imaków. Nie wymaga modyfikacji maszyny.
-
Jakie materiały można nagniatać za pomocą SRF?
SRF pracuje na wszystkich metalach podatnych na odkształcenie plastyczne: stali, stali nierdzewnej, aluminium, miedzi, mosiądzu, brązie i żeliwie. Twardość detalu powinna być poniżej 40–45 HRC.
-
Czy SRF może być używane do obróbki lewo- i prawostronnej?
Tak. Wystarczy odwrócić głowicę nagniatającą, aby dopasować ją do wymaganego kierunku obróbki. Narzędzie jest odpowiednie do obróbki lewo- i prawostronnej bez dodatkowych elementów.
-
Jak określić prawidłowy nacisk nagniatania?
Zacznij od dodatkowego nacisku 0,4 mm na osi X (0,8 mm na średnicy). Stopniowo zwiększaj w zależności od granicy plastyczności materiału, ale nigdy nie przekraczaj 1 mm na osi X (2 mm na średnicy). Nadmierny nacisk powoduje sztywny kontakt mogący uszkodzić narzędzie, detal lub maszynę.
-
Czy dostępne są większe modele z pojedynczą rolką?
Obecnie SRF z rolką Ø 16 mm jest standardowym modelem produkcyjnym. Większe modele (np. SRF35) mogą być produkowane na zamówienie dla zastosowań wymagających większej powierzchni kontaktu rolki. Skontaktuj się z nami, aby omówić wymagania.
Powiązane produkty
Inne narzędzia do nagniatania
Potrzebujesz pomocy w doborze właściwego narzędzia do nagniatania?
Nasi inżynierowie dobiorą właściwy typ narzędzia, rozmiar i parametry do geometrii i materiału Twojego detalu.
Skontaktuj się z nami