
Narzędzia do nagniatania wewnętrznego
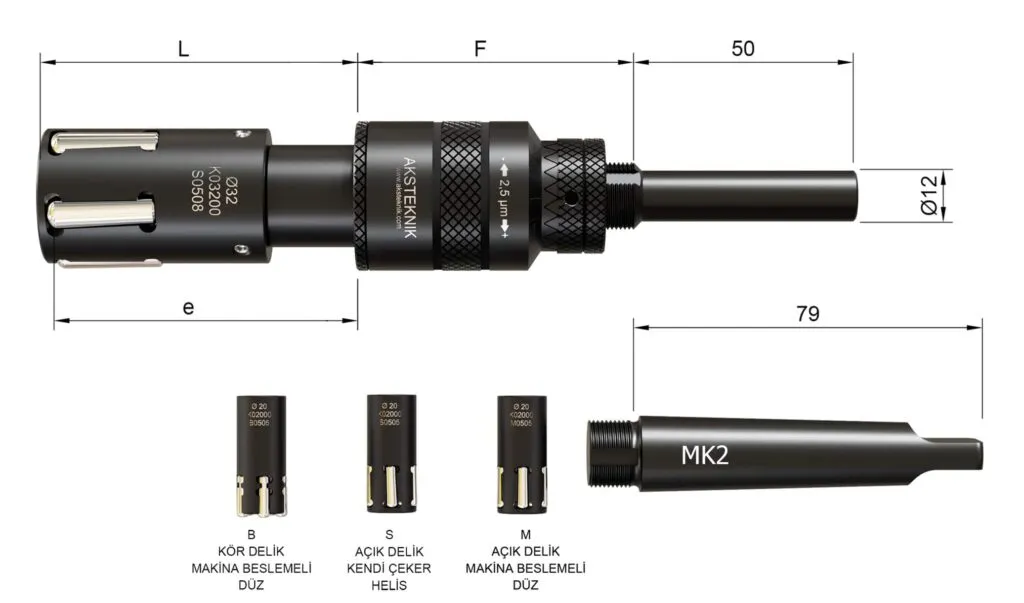
Narzędzia wielorolkowe do otworów przelotowych, nieprzelotowych i stopniowanych — zakres średnic od 9 do 160 mm. Powierzchnie o wykończeniu lustrzanym (Rz < 1 µm) w jednym przejściu, z dokładnością regulacji 2,5 µm.
- Zakres średnic: Ø 9–160 mm (co 0,5 mm)
- Wykończenie powierzchni: Rz < 1 µm w kilka sekund
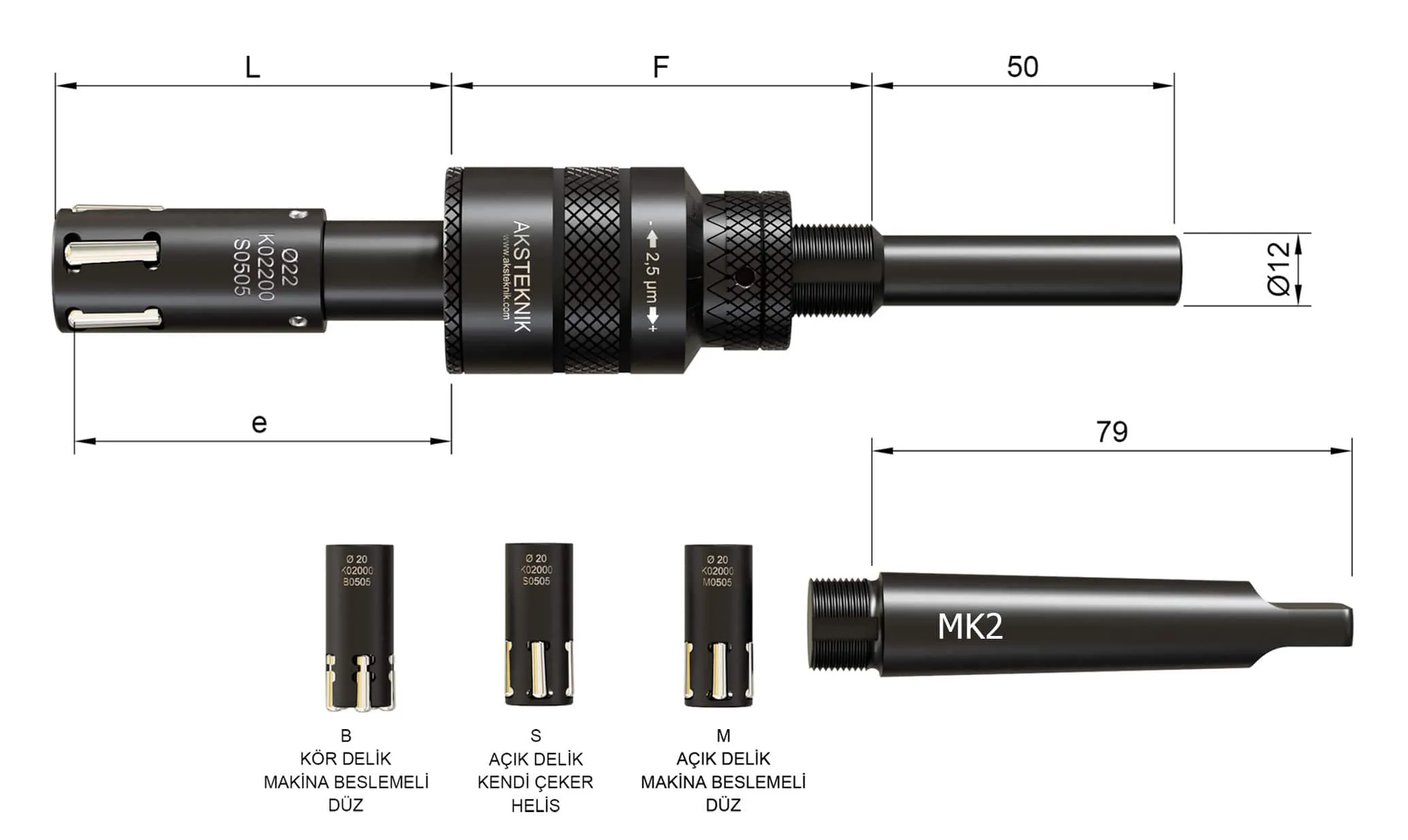
- Dokładność regulacji: 2,5 µm na jedną działkę
- Warianty do otworów przelotowych, nieprzelotowych i zastosowań samoposuwowych
- Chwyty Weldon (12, 20, 25, 32 mm) i Morse'a (MT2–MT5)
Przegląd
Wykańczanie otworów wewnętrznych w kilka sekund
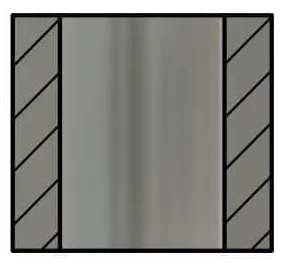
Nagniatanie polega na ściskaniu chropowatości powierzchni za pomocą rolek, dzięki czemu powstają powierzchnie o wykończeniu lustrzanym. Proces wykonuje się po operacjach obróbki wstępnej, takich jak toczenie i rozwiercanie.
Narzędzia do otworów wewnętrznych pozwalają regulować średnicę z dokładnością 2,5 mikrona (0,0025 mm). Czas trwania procesu jest bardzo krótki — zazwyczaj zaledwie kilka sekund.
Na materiałach bez obróbki cieplnej nagniatanie daje doskonałe rezultaty na wszystkich rodzajach metali: aluminium, żeliwie, stali, stali nierdzewnej, brązie i innych.
- Osiągalne gładkie powierzchnie Rz < 1 µm
- Wymagane wymiary uzyskiwane łatwo i szybko
- Proces jednoprzejściowy — sekundy, nie minuty
- Jednoczesne wygładzanie i umacnianie powierzchni
- Bez wiórów, pyłu i hałasu — przyjazne dla środowiska
- Kompatybilne ze wszystkimi maszynami uniwersalnymi i CNC
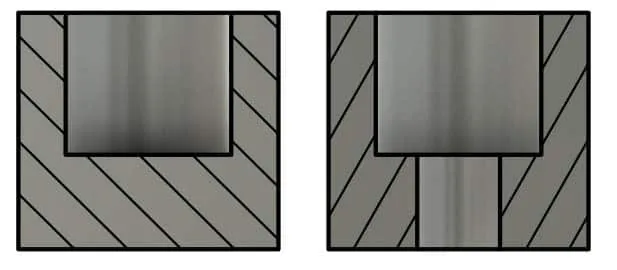
Typy narzędzi
Konfiguracje do otworów przelotowych i nieprzelotowych


Dane techniczne
Dane techniczne narzędzi do nagniatania wewnętrznego





Ø 9 mm – Ø 18,5 mm
| Śr. Ø | Zakres regulacji | Wymiary | Rolki | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Otwór przelotowy | Otwór nieprzelotowy | Długość robocza | Otwór przelotowy | Otwór nieprzelotowy | |||||
| M/S | B | e | L | F | Kod | Liczba rolek | Kod | Liczba rolek | |
| 9–9.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM02 | 4 | BB02 | 4 |
| 10–10.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM03 | 4 | BB03 | 4 |
| 11–16.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM03 | 5 | BB03 | 5 |
| 17–18.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM05 | 5 | BB05 | 5 |
Ø 19 mm – Ø 25 mm
| Śr. Ø | Zakres regulacji | Wymiary | Rolki | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Otwór przelotowy | Otwór nieprzelotowy | Długość robocza | Otwór przelotowy | Otwór nieprzelotowy | |||||
| M/S | B | e | L | F | Kod | Liczba rolek | Kod | Liczba rolek | |
| 19–25 | -0.10 +0.40 | -0.00 +0.25 | 60 | 66 | 70 | BM05 | 5 | BB05 | 5 |
Ø 25 mm – Ø 35 mm
| Śr. Ø | Zakres regulacji | Wymiary | Rolki | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Otwór przelotowy | Otwór nieprzelotowy | Długość robocza | Otwór przelotowy | Otwór nieprzelotowy | |||||
| M/S | B | e | L | F | Kod | Liczba rolek | Kod | Liczba rolek | |
| 25–28 | -0.10 +0.40 | -0.00 +0.25 | 65 | 72 | 67 | BM05 | 5 | BB05 | 5 |
| 28.5–35 | -0.10 +0.40 | -0.00 +0.25 | 65 | 72 | 67 | BM08 | 5 | BB08 | 5 |
Ø 35,5 mm – Ø 49,5 mm

Od Ø 35,5 mm długość robocza jest nieograniczona — narzędzie może nagniatać otwory o dowolnej głębokości.
| Śr. Ø | Zakres regulacji | Długość robocza | Rolki | ||||
|---|---|---|---|---|---|---|---|
| M/S | B | Kod | Liczba rolek | Kod | Liczba rolek | ||
| 35.5–49.5 | -0.10 +0.40 | -0.00 +0.25 | ∞ Nieograniczona | BM08 | 5 | BB08 | 5 |
Ø 50 mm – Ø 85 mm

| Śr. Ø | Zakres regulacji | Długość robocza | Rolki | ||||
|---|---|---|---|---|---|---|---|
| M/S | B | Kod | Liczba rolek | Kod | Liczba rolek | ||
| 50–52 | -0.10 +0.80 | -0.00 +0.25 | ∞ Nieograniczona | BM12 | 5 | BB12 | 5 |
| 53–70 | -0.10 +0.80 | -0.00 +0.25 | ∞ Nieograniczona | BM12 | 7 | BB12 | 7 |
| 71–85 | -0.10 +0.80 | -0.00 +0.25 | ∞ Nieograniczona | BM12 | 9 | BB12 | 9 |
Ø 86 mm – Ø 160 mm

| Śr. Ø | Zakres regulacji | Długość robocza | Rolki | ||||
|---|---|---|---|---|---|---|---|
| M/S | B | Kod | Liczba rolek | Kod | Liczba rolek | ||
| 86–99 | -0.10 +0.80 | -0.00 +0.25 | ∞ Nieograniczona | BM16 | 9 | BB16 | 9 |
| 100–109 | -0.10 +0.80 | -0.00 +0.25 | ∞ Nieograniczona | BM16 | 11 | BB16 | 11 |
| 110–121 | -0.10 +0.80 | -0.00 +0.25 | ∞ Nieograniczona | BM20 | 9 | BB20 | 9 |
| 122–150 | -0.10 +0.80 | -0.00 +0.25 | ∞ Nieograniczona | BM20 | 11 | BB20 | 11 |
| 151–160 | -0.10 +0.80 | -0.00 +0.25 | ∞ Nieograniczona | BM20 | 13 | BB20 | 13 |
Instrukcja obsługi
Ustawienie i regulacja
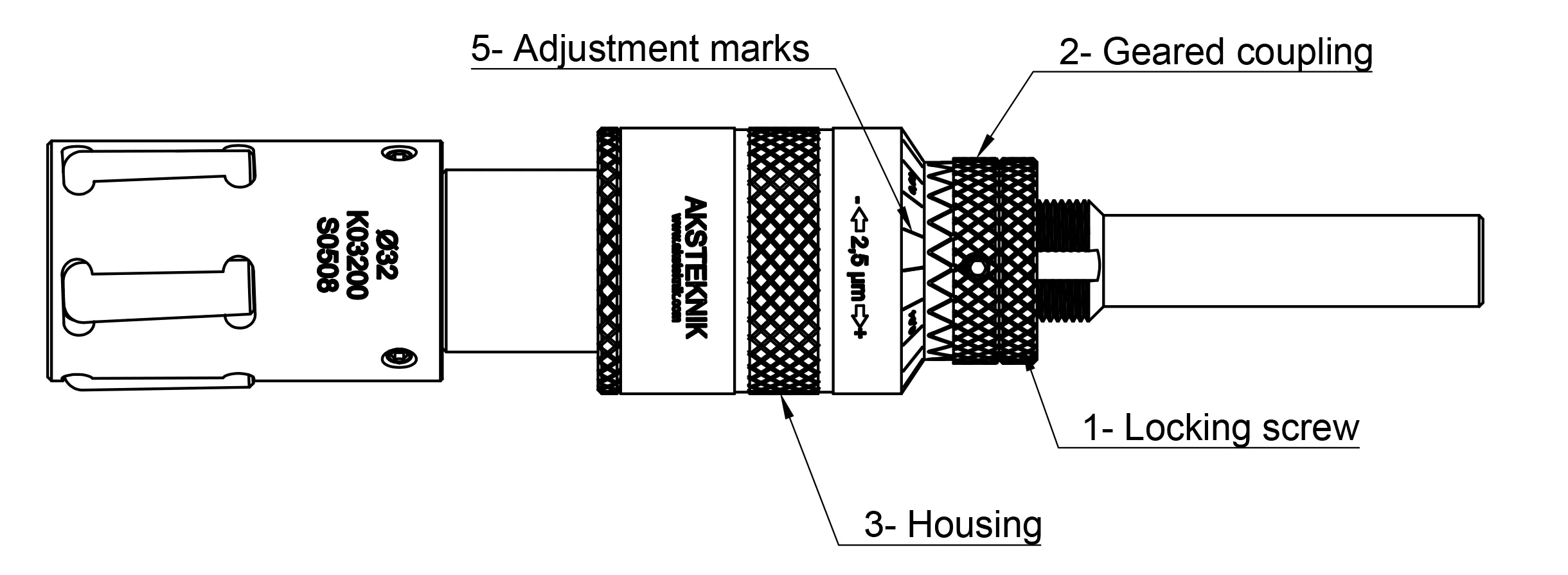
- 1
Zwolnij śrubę blokującą
Poluzuj nakrętkę blokującą, aby umożliwić obrót obudowy.
- 2
Cofnij sprzęgło zębate
Rozłącz sprzęgło zębate, aby obudowa mogła obracać się swobodnie.
- 3
Zmniejsz średnicę narzędzia
Obróć obudowę w prawo (zgodnie z ruchem wskazówek zegara), aby zmniejszyć średnicę, tak by narzędzie swobodnie wsunęło się w otwór.
- 4
Rozszerzaj do kontaktu
Obracaj obudowę w lewo (przeciwnie do ruchu wskazówek zegara), aby rozszerzać narzędzie, aż rolki zetkną się z powierzchnią otworu. Następnie wyciągnij narzędzie.
- 5
Ustaw naddatek
Korzystając z podziałki na obudowie (jedna działka = 2,5 µm = 0,0025 mm), wyreguluj średnicę odpowiednio do naddatku pozostawionego w otworze.
- 6
Wykonaj próbę i doreguluj
Wykonaj przejście nagniatające na detalu i sprawdź wymiary oraz wykończenie powierzchni. Nie nagniataj tego samego detalu więcej niż dwukrotnie. Po każdej regulacji zawsze dokręcaj nakrętkę blokującą.
Oprawki narzędziowe
Warianty chwytu
| Typ | Dostępne rozmiary | Uwagi |
|---|---|---|
| Weldon | 12, 20, 25, 32 mm | Pasuje do standardowych oprawek zaciskowych, hydraulicznych i termokurczliwych |
| Stożek Morse'a | MT2, MT3, MT4, MT5 | Bezpośredni montaż we wrzecionie tokarek i wiertarek |
Zalecenia
Smarowanie, osiowanie i zalecenia eksploatacyjne
Smarowanie
- Zapewnij stały przepływ czystego środka smarnego — spłukuj zarówno narzędzie, jak i detal
- Do większości metali: standardowy lekki olej smarowy o niskiej lepkości
- Chłodziwa wodorozcieńczalne: stężenie 8% lub wyższe
- Aluminium / magnez: rafinowany olej parafinowy o niskiej lepkości
Osiowanie i eksploatacja
- Tolerancja nieosiowości: dopuszczalne 0,10 mm — większa wartość powoduje zmęczenie trzpienia
- Zawsze pracuj z obrotem zgodnym z ruchem wskazówek zegara
- Minimalna grubość ścianki: 10% średnicy otworu
- Nigdy nie nagniataj tego samego detalu więcej niż dwukrotnie
Zamawianie
Struktura kodu zamówieniowego
Narzędzia do nagniatania wewnętrznego stosują format kodu: TI [średnica] [typ] [rolki]-[chwyt]
| Segment | Znaczenie | Przykład |
|---|---|---|
| TI | Tool Internal | TI |
| 5-cyfrowa średnica | Ø otworu w mm × 100 | 06000 = Ø 60,00 mm |
| M / S / B | Posuw maszynowy / Samoposuw / Otwór nieprzelotowy | M |
| 4-cyfrowy kod rolek | Ilość (2 cyfry) + rozmiar mm (2 cyfry) | 0712 = 7 × Ø 12 mm |
| Chwyt | Weldon: 12, 20, 25, 32 — Morse: M2–M5 | M3 |
Przykład: TI 06000 M 0712-M3 = Wewnętrzne, Ø 60,00 mm, posuw maszynowy, 7 × Ø 12 mm rolek, Morse 3
FAQ
Najczęściej zadawane pytania
-
Do jakich materiałów można stosować nagniatanie?
Nagniatanie można stosować do większości metali, w tym stali, aluminium, miedzi, stali nierdzewnej i tytanu. Twardość detalu z reguły nie powinna przekraczać 40 HRC. Materiały nieutwardzone są zwykle bardziej odpowiednie dla tego procesu.
-
Jak nagniatanie wpływa na twardość powierzchni?
Proces zwiększa twardość przez dociskanie rolek do powierzchni. W efekcie powstaje trwalsza i estetyczniejsza powierzchnia. Ściśnięta struktura ziaren jest bardziej odporna na zużycie niż powierzchnia ścinana o tej samej wartości chropowatości.
-
Jak wykonuje się regulację średnicy?
Regulację średnicy wykonuje się przez obracanie mechanizmu regulacyjnego na korpusie narzędzia krok po kroku. Jedna działka podziałki odpowiada 2,5 µm (0,0025 mm), a pełny obrót — 0,05 mm. Ponieważ część nagniecionego materiału ulega sprężystemu powrotowi, rzeczywista zmiana wymiaru jest mniejsza niż nastawienie mechaniczne.
-
Czym jest naddatek i dlaczego jest ważny?
Naddatek to dodatkowa grubość materiału pozostawiona na powierzchni po obróbce wstępnej. Pozwala on na wygładzenie powierzchni przez nagniatanie. Jego wartość zależy od wielkości detalu i rodzaju materiału. Wyjściowy naddatek 0,02–0,03 mm jest z reguły optymalny.
-
Jakie problemy powstają przy zbyt dużym lub zbyt małym naddatku?
Zbyt duży naddatek prowadzi do nadmiernego zużycia energii oraz defektów powierzchni, takich jak frettingu i przyspieszonego zużycia łożysk. Zbyt mały naddatek powoduje falistość powierzchni. Zawsze korzystaj z tabeli naddatków, aby dobrać właściwe wartości.
-
Dlaczego obróbka wstępna jest ważna?
Odpowiednia obróbka wstępna jest warunkiem uzyskania wysokiej jakości powierzchni. Toczenie lub rozwiercanie to idealne operacje przygotowawcze. Powierzchnia musi mieć odpowiednią chropowatość po obróbce wiórowej, ponieważ nagniatanie polega na wciskaniu wierzchołków chropowatości w doliny.
-
Jaka jest odpowiednia grubość ścianki do nagniatania?
Zalecana grubość ścianki to co najmniej 10% średnicy otworu. Na przykład detal o średnicy 20 mm powinien mieć minimalną grubość ścianki 2 mm. Zbyt cienkie ścianki zwiększają ryzyko odkształcenia detalu.
-
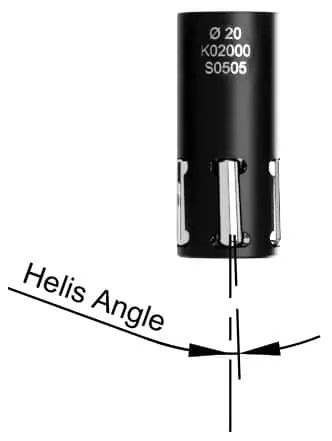
Czym są narzędzia samoposuwowe i gdzie się je stosuje?
Funkcja samoposuwu wynika z kąta nachylenia rolek helikalnych. Narzędzie samoczynnie przeciąga się przez otwór — wystarczy zapewnić obrót. Jest to idealne rozwiązanie do wiertarek kolumnowych i tokarek uniwersalnych. Narzędzia samoposuwowe można stosować także na maszynach CNC, ale posuw maszynowy musi być wyższy od naturalnej prędkości samoposuwu narzędzia.
-
Dlaczego narzędzia do otworów nieprzelotowych mają ograniczony zakres regulacji średnicy?
W narzędziach do nagniatania regulacja średnicy odbywa się przez przesuw stożkowego trzpienia. Wraz z rozszerzaniem narzędzia rośnie ryzyko uderzenia końca trzpienia w dno otworu. W otworach stopniowanych trzpień może wejść w uskok, co daje większy zakres regulacji.
-
Które elementy ulegają zużyciu i czy rolki można wymieniać pojedynczo?
Rolki są podstawowym elementem zużywającym się — mają stały kontakt z powierzchnią. Z czasem zużywa się również stożkowy trzpień. Rolki wymienia się jako komplet, nie pojedynczo. Po kilku wymianach kompletu rolek może być konieczna wymiana trzpienia. Trwałość narzędzia jest znacznie dłuższa niż konwencjonalnych narzędzi skrawających, ponieważ nagniatanie jest procesem bezwiórowym.
Zastosowania
Przykłady zastosowań
Nagniatanie wewnętrzne stosuje się wszędzie tam, gdzie otwór wymaga precyzyjnej średnicy, niskiej chropowatości powierzchni lub zwiększonej odporności zmęczeniowej. Typowe zastosowania to cylindry hydrauliczne, otwory zaworów pneumatycznych, gniazda łożyskowe, otwory w kołach zębatych i elementy form wtryskowych. Proces w wielu przypadkach zastępuje honowanie i szlifowanie wewnętrzne — zapewniając taką samą lub lepszą jakość powierzchni w ułamku czasu, bez odpadów ściernych.

Powiązane produkty
Inne narzędzia do nagniatania
Potrzebujesz pomocy w doborze właściwego narzędzia do nagniatania?
Nasi inżynierowie dobiorą właściwy typ narzędzia, rozmiar i parametry do geometrii i materiału Twojego detalu.
Skontaktuj się z nami