
FDT SX0 Elastyczne narzędzie do gratowania
Elastyczne narzędzie do gratowania napędzane wrzecionem z powtarzalną niezawodnością procesu — automatycznie podąża za niejednoznacznymi krawędziami detalu, bez zasilania sprężonym powietrzem.
- Napędzane wrzecionem — bez sprężonego powietrza, bez dodatkowej infrastruktury
- Automatyczna kompensacja niejednoznacznych odchyleń krawędzi 5–10 mm
- Zaprojektowane do produkcji seryjnej — równomierna faza z partii na partię
- Bezobsługowe — brak podzespołów pneumatycznych, jedynym materiałem eksploatacyjnym jest frez
Przegląd
Elastyczne gratowanie aktywowane wrzecionem do centrów obróbczych CNC i tokarek
FDT SX0 to elastyczne narzędzie do gratowania przeznaczone do automatycznego usuwania zadziorów z detali obrabianych na CNC o niejednoznacznych lub zmiennych krawędziach. Sprężynowy mechanizm odchylenia promieniowego podąża za rzeczywistym konturem detalu i kompensuje odchylenia 5–10 mm bez ręcznej regulacji. Nacisk roboczy jest płynnie regulowany za pomocą wbudowanego mechanizmu sprężynowego, a siła odchylenia pozostaje stała niezależnie od kąta odchylenia wrzeciona. Narzędzie jest napędzane bezpośrednio przez wrzeciono maszyny CNC — bez sprężonego powietrza, bez dodatkowej infrastruktury, bez konieczności wymiany narzędzia.
FDT SX0 jest zaprojektowane do produkcji seryjnej. Elastyczny mechanizm automatycznie koryguje różnice między zaprogramowanym konturem a rzeczywistym detalem, dzięki czemu każda część w serii otrzymuje tę samą szerokość fazy — niezależnie od odchyłek wymiarowych czy pozycyjnych. Ta wysoka i powtarzalna niezawodność procesu eliminuje konieczność ręcznego gratowania, zmniejsza ryzyko urazów operatora i pozwala na realizację cyklu gratowania w trybie bezobsługowym w ramach istniejącego programu CNC.
Przeznaczone do centrów obróbczych CNC, centrów tokarskich i tokarek automatycznych. Szczególnie skuteczne przy gratowaniu krawędzi konturowych na detalach o zmiennej lub niejednoznacznej geometrii, gdzie sztywne narzędzia nie zapewniają równomiernego kontaktu. Pracuje na wszystkich materiałach: stal, aluminium, żeliwo, metale nieżelazne i materiały hartowane.

Zalety
Główne zalety
- Wysoka i powtarzalna niezawodność procesu — mechanizm sprężynowy jest mechaniczny, niezależny od ciśnienia powietrza i umiejętności operatora
- Zaprojektowane do produkcji seryjnej — identyczna szerokość fazy na każdym detalu, zmiana po zmianie
- Płynnie regulowany boczny nacisk roboczy — precyzyjne ustawienie grubości gratowania dla każdego zastosowania
- Stała siła odchylenia przy dowolnym kącie odchylenia wrzeciona — równomierny kontakt z krawędzią na całym konturze
- Eliminuje ręczne gratowanie — obniża koszty pracy i ryzyko urazów operatora od ostrych krawędzi
- Uproszczone programowanie CNC — programuj według nominalnego konturu, narzędzie automatycznie kompensuje rzeczywiste odchylenia krawędzi
- Bezobsługowe — brak podzespołów pneumatycznych, brak przewodów powietrznych, brak interwałów serwisowych
- Brak odchyłek szerokości fazy spowodowanych wahaniami ciśnienia powietrza
- Wysokie posuwy i prędkości: 3 000–8 000 obr./min, posuw 2 000–4 000 mm/min
- Eliminuje złamania narzędzia — elastyczny mechanizm pochłania uderzenie krawędzi zamiast przenosić je na wrzeciono
- Kompaktowa konstrukcja — pasuje do każdego magazynu narzędzi CNC i automatycznego zmieniacza narzędzi
- Zwiększony zasięg dzięki zmianie długości frezu — dostęp do głębokich wnęk i trudno dostępnych miejsc bez wymiany narzędzia
Dane techniczne
Dane techniczne
| Parametr | Wartość |
|---|---|
| Kod zamówieniowy | 20.420.00 |
| Aktywacja | Przez wrzeciono maszyny (centra obróbcze CNC, centra tokarskie, tokarki automatyczne) |
| Prędkość obrotowa wrzeciona | 3 000 – 8 000 obr./min (zalecana prędkość startowa: 5 000 obr./min) |
| Posuw | 2 000 – 4 000 mm/min (zalecany F = 3 000 mm/min; utrzymywać stały podczas zmian kierunku) |
| Maks. odchylenie boczne | 5 mm (10 mm z frezem o długości 100 mm) |
| Kąt odchylenia | Boczne — 5° |
| Nacisk roboczy | Płynnie regulowany śrubą z tyłu — narzędzie dostarczane z fabrycznie ustawionym zalecanym naciskiem; można zwiększyć lub zmniejszyć w razie potrzeby |
| Tulejka zaciskowa | ER-11 — dostarczana z tulejką 6 mm w standardzie (obsługuje tulejki ⌀1–7 mm; tulejka 6,4 mm / ¼"-Spannzange dostępna dla klientów z USA na zamówienie) |
| Chwyt | Cylindryczny 20 mm (standard) — zalecana oprawka zaciskowa lub hydrauliczna. Spłaszczenie Weldon dostępne na zamówienie. Inne konfiguracje specjalne możliwe jako zamówienia indywidualne; skontaktuj się z AKS Teknik. |
| Materiały | Wszystkie materiały — stal, stal nierdzewna, aluminium, żeliwo, metale nieżelazne, materiały hartowane |
| Zasilanie sprężonym powietrzem | Nie jest wymagane |
| Konserwacja | W pełni bezobsługowe |
| Wariant — FDT EHS | Wariant z ekstra twardą sprężyną do konfiguracji z wydłużonymi frezami, gdzie standardowy nacisk sprężyny jest niewystarczający. Skontaktuj się z AKS Teknik po szczegóły. |
| Konfiguracje specjalne | Wersje z tulejkami ER16 i ER20, niestandardowe średnice chwytu oraz specjalne konfiguracje oprawek dostępne na zamówienie. Skontaktuj się z AKS Teknik po szczegóły. |

Jak używać
Instrukcja obsługi
- 01
Zaprogramuj nominalny kontur
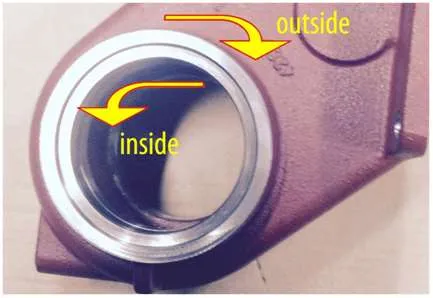
Zaprogramuj ścieżkę narzędzia tak, aby wciskała się 1–3 mm w rzeczywisty kontur detalu — to boczne przesunięcie utrzymuje frez w stałym napięciu wstępnym względem krawędzi przez cały cykl. Im dokładniej zaprogramowana ścieżka odwzorowuje rzeczywisty kontur, tym równomierniejszy efekt gratowania. Ruchy dojazdu i odjazdu powinny być styczne tam, gdzie geometria na to pozwala.

Odchylenie boczne narzędzia do gratowania Odchylenie sprężynowe w działaniu - 02
Ustaw kierunek skrawania — zgodnie z ruchem wskazówek zegara
Zaprogramuj obrót wrzeciona w prawo (frezowanie współbieżne, widok z góry). Jest to prawidłowy kierunek skrawania, zapewniający skuteczne gratowanie frezem węglikowym bez obciążania elastycznego wrzeciona w kierunku przeciwnym do jego wychylenia.
Kierunek skrawania - 03
Ustaw boczne napięcie wstępne i nacisk roboczy
FDT SX0 jest dostarczany z fabrycznie ustawionym zalecanym naciskiem roboczym za pomocą śruby z tyłu. Jeśli frez pracuje nierównomiernie lub podskakuje, nacisk jest za niski — zwiększ go śrubą regulacyjną. Większy nacisk → szersza faza; mniejszy nacisk → węższa faza.
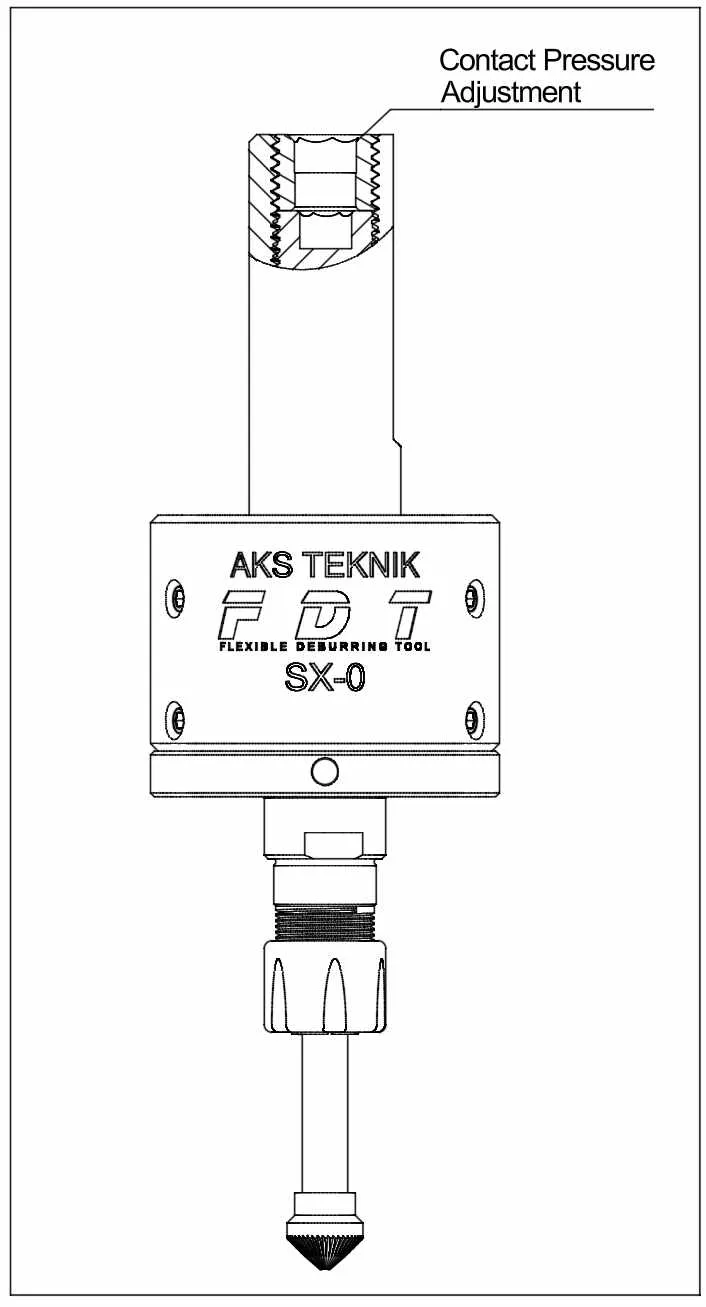
Regulacja nacisku roboczego - 04
Ustaw osiową pozycję frezu
Ustaw narzędzie tak, aby krawędź do gratowania stykała się mniej więcej w połowie stożkowego frezu. Praca bliżej końcówki zmniejsza intensywność skrawania i daje węższą fazę; praca dalej od końcówki zwiększa je. Uwaga: grubość gratowania zależy od pozycji osiowej i nacisku roboczego — nie od bocznej pozycji narzędzia (korekcji promienia).
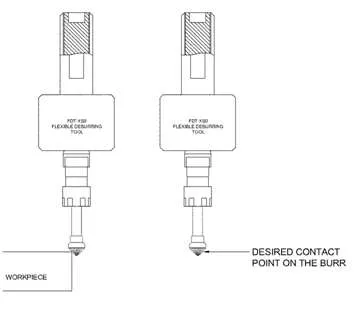
Punkt kontaktu zadzioru - 05
Zaprogramuj promień przy zmianach kierunku
Na narożnikach wewnętrznych zaprogramuj mały promień zamiast ostrego przejścia 90°. Zapobiega to jednoczesnemu kontaktowi frezu z dwiema prostopadłymi powierzchniami, co wywołuje drgania i nierównomierne gratowanie. Na narożnikach zewnętrznych przedłuż ścieżkę narzędzia poza narożnik i zmień kierunek poza detalem.
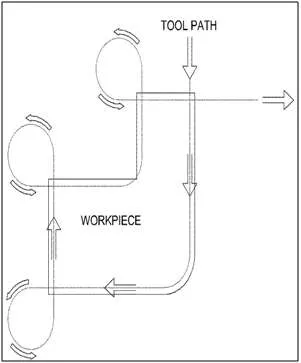
Ścieżka narzędzia do gratowania CNC na konturze detalu - 06
Utrzymuj stały posuw przez cały cykl
Utrzymuj stały posuw przez cały cykl gratowania, w tym podczas zmian kierunku. Wahania posuwu powodują nierównomierną szerokość fazy. Jeśli gratowanie jest zbyt intensywne, zwiększ posuw lub zmniejsz nacisk roboczy. Jeśli faza jest za mała, zmniejsz posuw lub zwiększ nacisk. Zmieniaj jeden parametr naraz i wykonuj przejazd próbny po każdej regulacji.
- 07
Stosuj chłodziwo przy detalach aluminiowych
Przy gratowaniu aluminium chłodziwo jest wymagane. Dla pozostałych materiałów nie jest konieczne, ale poprawia jakość gratowania i wykończenie powierzchni. Chłodziwo podawaj przez standardowy układ chłodzenia maszyny.
Dobór frezu
Zalecane frezy do gratowania dla FDT SX0
FDT SX0 wykorzystuje tulejkę zaciskową ER-11 i akceptuje frezy węglikowe do gratowania o średnicy chwytu od ⌀0,5 mm do ⌀7 mm. Geometria frezu — gładki nóż lub łamacz wióra, oraz kąt ostrza — bezpośrednio wpływa na jakość gratowania i skłonność do drgań na elastycznym narzędziu.
| Typ frezu | Charakterystyka | Zastosowanie |
|---|---|---|
| Frez stożkowy 90° z gładkim nożem KSK · śr. 10 mm · chwyt 6 mm · Z3 | Ciągła krawędź skrawająca, niska skłonność do drgań, czysta faza | Zalecany frez startowy do większości zastosowań. Dołączany gratis do zamówień FDT SX0 z AKS Teknik. |
| Frez węglikowy 90° z łamaczem wióra | Przerywana krawędź skrawająca, lepsze odprowadzanie wióra | Do usuwania dużych zadziorów. Geometria łamacza wióra zwiększa skłonność do drgań na elastycznych narzędziach — jeśli frez pracuje nierównomiernie, zastosuj geometrię z gładkim nożem. |
| Frez węglikowy 60° z łamaczem wióra | Wąski kąt ostrza, lepszy dostęp do wewnętrznych promieni i głębokich narożników | Stosuj tam, gdzie geometria 90° nie dociera do wąskich elementów wewnętrznych. Ta sama uwaga dotycząca drgań jak przy frezie 90° z łamaczem wióra. |
Jeśli frez pracuje nierównomiernie lub podskakuje, najpierw zwiększ boczny nacisk roboczy. Jeśli nierównomierna praca utrzymuje się po regulacji nacisku, zmień geometrię frezu na wersję z gładkim nożem przed korygowaniem innych parametrów. AKS Teknik oferuje kompatybilne frezy węglikowe do gratowania w różnych geometriach — skontaktuj się z nami po dostępność.
FAQ
Najczęściej zadawane pytania
-
Czym jest elastyczne narzędzie do gratowania?
Elastyczne narzędzie do gratowania to narzędzie skrawające kompatybilne z CNC, wyposażone w sprężynowy mechanizm odchylenia promieniowego, który automatycznie podąża za niejednoznacznymi lub zmiennymi krawędziami detalu. W odróżnieniu od sztywnych narzędzi kompensuje odchylenia krawędzi 5–10 mm bez ręcznej regulacji i wymiany narzędzia. AKS Teknik FDT SX0 jest aktywowany wrzecionem — napędzany bezpośrednio przez wrzeciono maszyny CNC przy 3 000–8 000 obr./min, bez zasilania sprężonym powietrzem.
-
Jak działa FDT SX0 w centrum obróbczym CNC?
FDT SX0 posiada chwyt cylindryczny 20 mm i jest napędzany wrzecionem maszyny. Zalecane są oprawki zaciskowe lub hydrauliczne — zapewniają najlepsze bicie i zapobiegają śladom zamocowania na chwycie. Niestandardowe średnice chwytu (16 mm, 12 mm) oraz spłaszczenie Weldon dostępne na zamówienie — skontaktuj się z AKS Teknik po szczegóły. Wbudowany elastyczny mechanizm pozwala frezowi węglikowemu ER-11 na odchylenie boczne do 5 mm (10 mm z frezem wydłużonym 100 mm), utrzymując równomierny nacisk roboczy na krawędzi detalu. Cały cykl gratowania programuje się w CNC z wykorzystaniem nominalnego konturu detalu — narzędzie automatycznie kompensuje rzeczywiste odchylenia krawędzi, więc interwencja operatora ani osobna wymiana narzędzia nie są wymagane.
-
Czy FDT SX0 wymaga osobnego zasilania sprężonym powietrzem?
Nie. FDT SX0 jest napędzany wrzecionem i pracuje bez sprężonego powietrza. To kluczowa zaleta w porównaniu z pneumatycznymi narzędziami do gratowania, które wymagają stabilnego ciśnienia powietrza do utrzymania równomiernej szerokości fazy. Dzięki FDT SX0 jakość gratowania jest niezależna od wahań ciśnienia w instalacji pneumatycznej warsztatu — co czyni narzędzie odpowiednim do pracy bezzałogowej i zmian bezobsługowych.
-
Do jakich geometrii detali nadaje się FDT SX0?
FDT SX0 jest szczególnie skuteczne przy gratowaniu krawędzi konturowych — detali o zmiennych lub niejednoznacznych krawędziach, gdzie sztywne narzędzie nie zapewnia równomiernego kontaktu na całej długości konturu. Elastyczny mechanizm automatycznie podąża za rzeczywistą krawędzią, kompensując odchylenia między zaprogramowanym a rzeczywistym konturem. Wydłużone frezy umożliwiają dostęp do zagłębionych lub trudno dostępnych obszarów, a cała ścieżka narzędzia jest programowalna w ramach istniejącego cyklu CNC.
-
Jaka jest różnica między FDT SX0 a narzędziami do gratowania FDT AXIAL?
FDT SX0 odchyla się promieniowo (bocznie, do 5°), co czyni je idealnym do gratowania krawędzi konturowych i profili o zmiennej lub niejednoznacznej geometrii. Seria FDT AXIAL odchyla się w kierunku osiowym (oś Z) i lepiej sprawdza się przy gratowaniu powierzchni płaskich, fazowaniu wejść i wyjść otworów oraz zastosowaniach pchająco-ciągnących. Oba typy są napędzane wrzecionem, nie wymagają wymiany narzędzia i wykorzystują tulejki ER-11 ze standardowymi frezami węglikowymi do gratowania.
-
Jak prędkość obrotowa wrzeciona, posuw i nacisk roboczy wpływają na wynik gratowania?
Każdy parametr ma bezpośredni i przewidywalny wpływ na szerokość i jakość fazy. Zwiększenie prędkości obrotowej wrzeciona daje intensywniejszy efekt gratowania i gładsze wykończenie. Zwiększenie posuwu zmniejsza efekt gratowania — niższy posuw oznacza szerszą fazę. Większy boczny nacisk roboczy również zwiększa szerokość fazy. Pozycja osiowa frezu (jak daleko od końcówki frez styka się z krawędzią) jest głównym parametrem kontroli intensywności skrawania — praca bliżej końcówki zmniejsza usuwanie materiału. Reguluj jeden parametr naraz i wykonuj przejazd próbny po każdej zmianie, aby wyraźnie wyodrębnić efekt.
-
Jakiego frezu do gratowania powinienem użyć z FDT SX0?
FDT SX0 akceptuje frezy węglikowe do gratowania o średnicy chwytu od ⌀0,5 mm do ⌀7 mm przez tulejkę zaciskową ER-11. Do większości zastosowań frez stożkowy 90° z gładkim nożem — typ KSK, śr. 10 mm, chwyt 6 mm, Z3 uniwersalny średni — zapewnia czyste, równomierne fazy z niską skłonnością do drgań. Jest to frez dołączany gratis do zamówień FDT SX0 z AKS Teknik. Frezy z geometrią łamacza wióra w wersjach 60° i 90° są również kompatybilne i dobrze sprawdzają się przy dużych zadziorach, ale geometria łamacza wióra zwiększa skłonność do drgań na elastycznych narzędziach — geometria z gładkim nożem jest preferowana do większości zastosowań. Jeśli frez pracuje nierównomiernie lub podskakuje, najpierw zwiększ boczny nacisk roboczy. Jeśli nierówna praca się utrzymuje, zmiana geometrii frezu jest zalecanym następnym krokiem.
-
Czy FDT SX0 można stosować na tokarkach CNC?
Tak. FDT SX0 jest kompatybilny z centrami obróbczymi CNC, centrami tokarskimi i tokarkami automatycznymi — każdą maszyną akceptującą narzędzie z chwytem 20 mm. Nie są wymagane żadne dodatkowe instalacje, takie jak przyłącza sprężonego powietrza czy indeksowanie wrzeciona. Narzędzie jest napędzane wrzecionem maszyny, a cykl gratowania jest w pełni zintegrowany z istniejącym programem CNC. Standardowy chwyt to cylindryczny 20 mm — zalecane są oprawki zaciskowe lub hydrauliczne dla najlepszego bicia i zapobiegania śladom zamocowania na chwycie. Dla tokarek z napędzanymi narzędziami wykorzystującymi oprawkę ER25, AKS Teknik dostarcza specjalną tulejkę ER25–20 mm, dzięki czemu narzędzie pasuje bezpośrednio do głowicy rewolwerowej bez modyfikacji maszyny. Chwyt ze spłaszczeniem Weldon dostępny na zamówienie.
Zastosowania
Typowe branże i detale


Filmy
FDT SX0 w działaniu
Pliki do pobrania
Dokumenty techniczne
Powiązane produkty
Inne narzędzia do gratowania
Gotowy do automatyzacji procesu gratowania?
Nasi inżynierowie pomogą dobrać odpowiednie narzędzie do Twojego zastosowania i materiału.
Skontaktuj się z nami