
FDT AXIAL (F) Narzędzie do gratowania
Osiowe narzędzie do gratowania typu pchającego — automatycznie kompensuje zmienne profile wysokościowe i powierzchnie krzywoliniowe, bez zasilania sprężonym powietrzem.
- Napędzane wrzecionem — bez sprężonego powietrza, bez dodatkowej infrastruktury
- Skok pchający 10 mm w osi Z — automatyczna kompensacja osiowych i promieniowych odchyleń pozycji
- Płynnie regulowana siła napięcia wstępnego śrubą z tyłu — powtarzalne ustawienia
- Tulejka zaciskowa ER-11 — dostarczana z tulejką 6 mm w standardzie (obsługuje tulejki ⌀1–7 mm; tulejka 6,4 mm / ¼" dostępna dla klientów z USA na zamówienie)
Przegląd
Osiowe gratowanie typu pchającego do maszyn CNC, robotów i centrów obróbczych
FDT AXIAL (F) to proste i ekonomiczne narzędzie do gratowania napędzane wrzecionem, przeznaczone do centrów obróbczych CNC, maszyn NC i robotów przemysłowych. Stały docisk krawędzi skrawającej do powierzchni detalu w kierunku osiowym (oś Z) zapewnia niezawodne gratowanie boków i powierzchni obrabianych części.
Narzędzie posiada skok pchający 10 mm w kierunku osiowym i jest szczególnie skuteczne przy gratowaniu profili o zmiennej wysokości lub otworów na powierzchniach krzywoliniowych. Wysokość osi Z ustawia się, stosując docisk 1–2 mm od punktu najdalszego od wrzeciona (najniższa współrzędna Z) — FDT AXIAL (F) automatycznie kompensuje zmiany wysokości na całej ścieżce gratowania.
Osiowa siła napięcia wstępnego jest płynnie regulowana śrubą z tyłu — narzędzie dostarczane jest z fabrycznie ustawionym zalecanym naciskiem, który można zwiększyć lub zmniejszyć w razie potrzeby. Trzy typy sprężyn (miękka, średnia, twarda) pokrywają pełen zakres materiałów, a każda oferuje własny zakres płynnej regulacji za pomocą śruby.
Oprócz gratowania FDT AXIAL (F) nadaje się do frezowania wystającego materiału na detalach odlewanych oraz do operacji wykańczania powierzchni z użyciem kompatybilnych trzpieni ściernych — wszystko przez ten sam interfejs tulejki ER-11.

Zalety
Główne zalety
- Prosta i ekonomiczna konstrukcja — mniej podzespołów niż w narzędziach pneumatycznych, niższy koszt jednostkowy
- Skok pchający 10 mm w osi Z — automatyczna kompensacja osiowych i promieniowych odchyleń pozycji bez przeprogramowania
- Płynna regulacja napięcia wstępnego śrubą z tyłu — ustawienie nacisku roboczego bez wymiany sprężyny; dostarczane z fabrycznie ustawionym zalecanym naciskiem
- 3 typy sprężyn — miękka, średnia i twarda, dopasowane do twardości materiału i stanu krawędzi
- Bez zasilania sprężonym powietrzem — napędzane wrzecionem, bez infrastruktury pneumatycznej
- Kompatybilne z maszynami CNC i robotami — pasuje do każdej oprawki akceptującej chwyt cylindryczny 20 mm lub chwyt ze spłaszczeniem Weldon
- Tulejka zaciskowa ER-11 — dostarczana z tulejką 6 mm w standardzie (obsługuje tulejki ⌀1–7 mm; tulejka 6,4 mm / ¼" dostępna dla klientów z USA na zamówienie)
- Praca na powierzchniach krzywoliniowych — kompensuje zmiany wysokości na powierzchniach niepłaskich i pochylonych
- Kompatybilne z detalami odlewanymi — frezuje wystający materiał oprócz standardowego gratowania krawędzi
- Frezowanie współbieżne — czysta faza i mniejsze zużycie frezu
Dane techniczne
Dane techniczne
| Parametr | Wartość |
|---|---|
| Kod zamówieniowy | 21.420.00 |
| Aktywacja | Przez wrzeciono maszyny (centra obróbcze CNC, maszyny NC, roboty) |
| Typ odchylenia | Osiowe — pchające (kierunek osi Z) |
| Maks. skok osiowy | 10 mm (pchający) |
| Prędkość obrotowa wrzeciona | 3 000–10 000 obr./min |
| Posuw | 2 000–4 000 mm/min |
| Odsunięcie w osi Z | 1–2 mm poniżej najniższej współrzędnej Z (punkt najdalszy od wrzeciona) |
| Kierunek frezowania | Współbieżne — obrót wrzeciona w prawo |
| Nacisk roboczy | Płynnie regulowany śrubą z tyłu — narzędzie dostarczane z fabrycznie ustawionym zalecanym naciskiem; można zwiększyć lub zmniejszyć w razie potrzeby |
| Opcje sprężyn | 3 typy — miękka / średnia / twarda; każda z płynną regulacją w swoim zakresie za pomocą śruby |
| Tulejka zaciskowa | ER-11 — dostarczana z tulejką 6 mm w standardzie (obsługuje tulejki ⌀1–7 mm; tulejka 6,4 mm / ¼" dostępna dla klientów z USA na zamówienie) |
| Chwyt | Cylindryczny 20 mm (standard) — zalecana oprawka zaciskowa lub hydrauliczna. Spłaszczenie Weldon dostępne na zamówienie. Inne konfiguracje specjalne możliwe jako zamówienia indywidualne; skontaktuj się z AKS Teknik. |
| Zasilanie sprężonym powietrzem | Nie jest wymagane |
| Warianty i opcje | Narzędzie standardowe: tulejka ER-11, chwyt Ø20 mm. Wersje z tulejkami ER-16, ER-20 i ER-25 dostępne na zamówienie. Modele o większym korpusie z wysoką siłą sprężyny produkowane na zamówienie specjalne — skontaktuj się z AKS Teknik. |
Jak używać
Instrukcja obsługi
- 01
Wybierz odpowiednią sprężynę
Wybierz jeden z trzech dostępnych typów sprężyn — miękka, średnia lub twarda. Różnica siły między typami jest stosunkowo niewielka; wybór stanowi punkt wyjścia, nie sztywną regułę. Dla aluminium i stopów lekkich rozsądnym początkiem jest sprężyna miękka. Dla stali i żeliwa zacznij od średniej. Na twardą przejdź tylko wtedy, gdy średnia nie daje wystarczającej fazy. Po zainstalowaniu sprężyny dostosuj nacisk roboczy w jej zakresie za pomocą śruby z tyłu.
- 02
Ustaw odsunięcie w osi Z — 1–2 mm poniżej najniższego punktu
Zaprogramuj oś Z tak, aby końcówka narzędzia znajdowała się 1–2 mm poniżej punktu najdalszego od wrzeciona — najniższej współrzędnej Z na powierzchni detalu. FDT AXIAL (F) automatycznie kompensuje zmiany wysokości wzdłuż ścieżki gratowania.
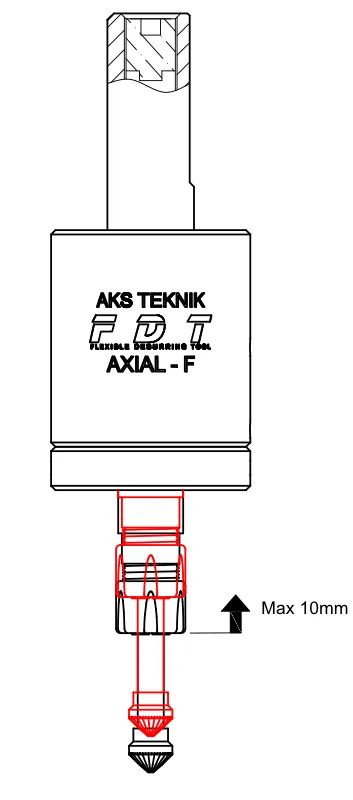
FDT AXIAL (F) Rysunek techniczny Kompresja sprężyny w działaniu - 03
Ustaw kierunek skrawania — zgodnie z ruchem wskazówek zegara
Zaprogramuj obrót wrzeciona w prawo (M03). FDT AXIAL (F) jest zaprojektowany do frezowania współbieżnego — frez wchodzi w krawędź w kierunku posuwu, co daje czystą fazę przy niższych siłach skrawania i mniejszym zużyciu frezu w porównaniu z frezowaniem przeciwbieżnym. Odwrócenie kierunku obrotu nie jest zalecane i prowadzi do przedwczesnego uszkodzenia narzędzia.
- 04
Ustaw prędkość obrotową wrzeciona i posuw
Zalecany zakres: 3 000–10 000 obr./min przy F2 000–4 000 mm/min. Dla aluminium stosuj górny zakres prędkości i obfite chłodziwo — daje to czystą krawędź i wydłuża trwałość frezu. Dla stali i żeliwa zacznij od średniego zakresu i reguluj w zależności od efektu fazy. Utrzymuj stały posuw przez cały cykl; wahania posuwu powodują nierównomierną szerokość fazy. Zmieniaj jeden parametr naraz i wykonuj przejazd próbny po każdej regulacji.
- 05
Wykonaj przejazd próbny i wyreguluj nacisk roboczy
Wykonaj pojedynczy przejazd gratujący i sprawdź fazę. Jeśli efekt jest zbyt słaby (zadzior pozostaje), zwiększ nacisk roboczy śrubą z tyłu — lub przejdź na twardszą sprężynę. Jeśli frez zostawia ślady lub faza jest za duża, zmniejsz nacisk. Zmieniaj jeden parametr naraz i wykonuj przejazd próbny po każdej regulacji.
Dobór frezu
Zalecane frezy do gratowania dla FDT AXIAL (F)
FDT AXIAL (F) wykorzystuje tulejkę zaciskową ER-11 i akceptuje frezy węglikowe do gratowania o średnicy chwytu od ⌀0,5 mm do ⌀7 mm — dostarczany z tulejką 6 mm w standardzie (tulejka 6,4 mm / ¼" dostępna dla klientów z USA na zamówienie). Geometria frezu — gładki nóż lub łamacz wióra, oraz kąt ostrza — bezpośrednio wpływa na jakość gratowania i zachowanie drganiowe narzędzia.
| Typ frezu | Charakterystyka | Zastosowanie |
|---|---|---|
| Frez stożkowy 90° z gładkim nożem KSK · śr. 10 mm · chwyt 6 mm · Z3 | Ciągła krawędź skrawająca, niska skłonność do drgań, czysta faza | Zalecany frez startowy do większości zastosowań. Dołączany gratis do zamówień FDT AXIAL (F) z AKS Teknik. |
| Frez węglikowy 90° z łamaczem wióra | Przerywana krawędź skrawająca, lepsze odprowadzanie wióra | Do usuwania dużych zadziorów. Geometria łamacza wióra zwiększa skłonność do drgań — jeśli frez pracuje nierównomiernie, zastosuj geometrię z gładkim nożem. |
| Frez węglikowy 60° z łamaczem wióra | Wąski kąt ostrza, lepszy dostęp do wewnętrznych promieni i głębokich narożników | Stosuj tam, gdzie geometria 90° nie dociera do wąskich elementów wewnętrznych. Ta sama uwaga dotycząca drgań jak przy frezie 90° z łamaczem wióra. |
Jeśli frez pracuje nierównomiernie lub podskakuje, najpierw zwiększ nacisk roboczy śrubą z tyłu. Jeśli nierównomierna praca utrzymuje się po regulacji nacisku, zmień geometrię frezu na wersję z gładkim nożem przed korygowaniem innych parametrów. AKS Teknik oferuje kompatybilne frezy węglikowe do gratowania w różnych geometriach — skontaktuj się z nami po dostępność.
FAQ
Najczęściej zadawane pytania
-
Czym jest FDT AXIAL (F) i czym różni się od FDT SX0?
Oba narzędzia montuje się we wrzecionie CNC i oba wykorzystują mechanizm sprężynowy do utrzymania stałego kontaktu frezu — ale w różnych kierunkach. FDT SX0 odchyla się bocznie (promieniowo, w płaszczyźnie XY), co czyni je idealnym do podążania za krawędziami o zmiennej lub niejednoznacznej geometrii. FDT AXIAL (F) odchyla się osiowo (w kierunku osi Z, typ pchający), co sprawdza się przy detalach ze zmianami wysokości wzdłuż ścieżki gratowania — np. otwory na powierzchniach pochylonych, profile stopniowane lub odlewy z nierównymi powierzchniami.
W praktyce FDT AXIAL (F) zapewnia również pewien stopień automatycznej kompensacji promieniowej: stożkowa geometria frezu 90° pozwala narzędziu na samocentrowanie na krawędzi detalu i pochłanianie niewielkich odchyleń XY. Oznacza to, że FDT AXIAL (F) dobrze sprawdza się w wielu zastosowaniach typowych dla FDT SX0 — i często stanowi bardziej ekonomiczną alternatywę tam, gdzie geometria detalu nie wymaga pełnego odchylenia bocznego. -
Czym jest odchylenie osiowe i kiedy jest właściwym wyborem?
Odchylenie osiowe oznacza, że narzędzie skrawające może cofać się w osi Z (ku górze we wrzeciono) o maksymalnie 10 mm, przeciwko wstępnie napiętej sprężynie. Gdy narzędzie napotyka wypukłość na detalu, sprężyna ugina się, a frez utrzymuje kontakt bez wcinania się. Jest to idealne rozwiązanie dla: profili o zmiennej wysokości wzdłuż ścieżki gratowania, otworów na powierzchniach krzywoliniowych lub pochylonych z różnym poziomem Z wejścia i wyjścia, oraz detali odlewanych z nierównym materiałem na linii podziału. Jeśli detal jest płaski, a odchylenia dotyczą geometrii w płaszczyźnie XY (kształty konturowe), lepszym wyborem jest FDT SX0 z odchyleniem bocznym.
-
Jak ustawić prawidłowy nacisk sprężyny dla mojego zastosowania?
Użyj śruby z tyłu do płynnej regulacji osiowego napięcia wstępnego — narzędzie dostarczane jest z fabrycznie ustawionym zalecanym naciskiem, więc w wielu przypadkach regulacja na początku nie jest potrzebna. Jeśli faza jest zbyt słaba, zwiększ nacisk śrubą; jeśli narzędzie zostawia ślady na powierzchni, zmniejsz go. Dla lżejszych materiałów (aluminium, mosiądz) zacznij od niższego nacisku i zwiększaj do uzyskania czystej fazy. Dla stali lub dużych zadziorów zwiększ nacisk lub przejdź na sprężynę średnią bądź twardą.
-
Czy FDT AXIAL (F) można stosować na powierzchniach krzywoliniowych?
Tak. Skok pchający 10 mm pozwala narzędziu automatycznie kompensować różnice wysokości wzdłuż zaprogramowanej ścieżki. Ustaw odsunięcie osi Z na 1–2 mm poniżej najniższego punktu (najdalszego od wrzeciona) na powierzchni detalu. Gdy narzędzie przejeżdża nad wyższymi obszarami, sprężyna ugina się, a frez utrzymuje kontakt — dodatkowe programowanie CNC do kompensacji wysokości nie jest wymagane.
-
Jakie frezy do gratowania są kompatybilne z FDT AXIAL (F)?
FDT AXIAL (F) wykorzystuje tulejkę zaciskową ER-11 i dostarczany jest z tulejką 6 mm w standardzie — ten sam interfejs frezu co FDT SX0. Akceptuje frezy węglikowe do gratowania i trzpienie ścierne o średnicy chwytu od ⌀1 mm do ⌀7 mm. Zalecanym frezem startowym jest stożkowy frez 90° z gładkim nożem (geometria węglikowa) — pokrywa większość zastosowań gratowania krawędzi. Tulejka 6,4 mm (¼") dostępna dla klientów z USA na zamówienie.
-
Czy FDT AXIAL (F) można stosować na tokarkach CNC?
Tak. FDT AXIAL (F) jest kompatybilny z centrami obróbczymi CNC, maszynami NC, centrami tokarskimi i robotami — każdą maszyną akceptującą narzędzie z chwytem 20 mm. Nie są wymagane dodatkowe instalacje, takie jak przyłącza sprężonego powietrza. Narzędzie jest napędzane wrzecionem maszyny, a cykl gratowania jest w pełni zintegrowany z istniejącym programem CNC. Standardowy chwyt to cylindryczny 20 mm — zalecane są oprawki zaciskowe lub hydrauliczne dla najlepszego bicia i zapobiegania śladom zamocowania na chwycie. Dla tokarek z napędzanymi narzędziami wykorzystującymi oprawkę ER25, AKS Teknik dostarcza specjalną tulejkę ER25–20 mm, dzięki czemu narzędzie pasuje bezpośrednio do głowicy rewolwerowej bez modyfikacji maszyny. Chwyt ze spłaszczeniem Weldon dostępny na zamówienie.
Zastosowania
Typowe branże i detale


Filmy
FDT AXIAL (F) w działaniu
Pliki do pobrania
Dokumenty techniczne
Powiązane produkty
Inne narzędzia do gratowania
Gotowy do automatyzacji procesu gratowania?
Nasi inżynierowie pomogą dobrać odpowiednie narzędzie do Twojego zastosowania i materiału.
Skontaktuj się z nami