
Rullatore a singolo rullo
Rullo singolo a molla per la finitura di superfici esterne — superfici cilindriche, coniche, frontali e sagomate. Ra 0,034 µm dimostrato. Semplice, economico e facile da usare su qualsiasi tornio.
- Finitura superficiale: Ra < 0,1 µm — Ra 0,034 µm dimostrato
- Adatto a tutti i tipi di metallo con durezza inferiore a 40–45 HRC
- Testa a molla flessibile brevettata — protegge il tornio da carichi rigidi
- Superfici cilindriche, coniche, frontali, raccordi e sagomate
- Lavorazione a sinistra e a destra
- Gambo quadro 20×20 mm e 25×25 mm
Panoramica
Rullatura a singolo rullo — Finitura versatile di superfici esterne
L'SRF utilizza un singolo rullo temprato montato su una testa a molla flessibile brevettata. Durante la rotazione del pezzo sul tornio, il rullo preme contro la superficie con forza controllata: i picchi di rugosità vengono deformati plasticamente nelle valli, producendo una finitura speculare.
A differenza dei rullatori multi-rullo, che circondano un alesaggio o un albero, il rullatore a singolo rullo entra in contatto con la superficie da un solo lato. Questo lo rende molto più versatile: può lavorare superfici cilindriche, coniche, frontali, raccordi, raggi e contorni complessi che i rullatori multi-rullo non sono in grado di raggiungere.
La forza di rullatura viene trasmessa dalla macchina al pezzo attraverso la testa a molla flessibile, che impedisce il contatto rigido. In questo modo si proteggono i cuscinetti e le guide del tornio, mantenendo una forza di contatto costante anche in presenza di lievi variazioni superficiali.

- Ra 0,034 µm dimostrato — finitura speculare su tutti i metalli
- Superfici cilindriche, coniche, frontali, raccordi e sagomate
- Testa a molla flessibile brevettata — protegge il tornio da carichi d'urto
- Lavorazione a sinistra e a destra — testa di rullatura reversibile
- Niente trucioli, niente polvere — processo pulito e silenzioso
- Torni CNC e universali — si monta in qualsiasi torretta portautensili
Video
Rullatore a singolo rullo SRF in azione — Ra 0,034 µm
Il video mostra il rullatore a singolo rullo SRF in funzione su un tornio CNC: l'utensile al lavoro sul pezzo, il pezzo finito e la misurazione della rugosità superficiale Ra 0,034 µm verificata con un rugosimetro.
Struttura dell'utensile
Componenti e dimensioni dell'SRF
L'SRF è composto da 8 componenti di precisione assemblati in un'unità compatta, esente da manutenzione.
Componenti dell'utensile
- Gabbia — alloggia il rullo e il gruppo cono
- Rullo — rullo di contatto temprato, Ø 16 mm
- Cono — elemento conico per il posizionamento del rullo
- Cuscinetto — cuscinetto centrale per una rotazione fluida
- Boccola — supporto del gruppo cuscinetto
- Perno — fissa i componenti interni
- Testa a molla — meccanismo flessibile brevettato per il controllo della forza
- Gambo — 20×20 o 25×25 mm, quadro, per montaggio in torretta portautensili
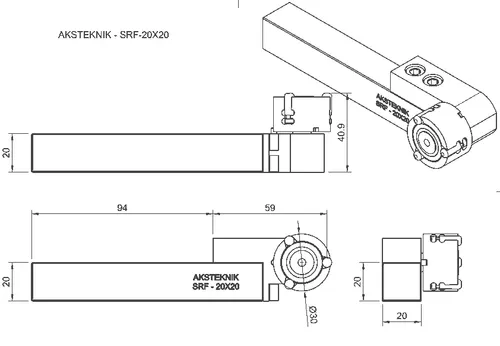
Dimensioni principali (SRF-20X20)
| Parametro | Valore |
|---|---|
| Lunghezza totale | 94 mm |
| Dimensione gambo | 20 × 20 mm |
| Diametro gabbia | Ø 30 mm |
| Larghezza totale (con rullo) | 41 mm |
| Diametro rullo | Ø 16 mm |
Specifiche tecniche
Specifiche tecniche dell'SRF
| Parametro | Valore |
|---|---|
| Finitura superficiale raggiungibile | Ra < 0,1 µm (Ra 0,034 µm dimostrato) |
| Materiali compatibili | Tutti i metalli deformabili plasticamente (acciaio, acciaio inox, alluminio, rame, ottone, bronzo, ghisa) |
| Durezza massima del pezzo | 40–45 HRC |
| Controllo della forza | Testa a molla flessibile brevettata |
| Pressione di rullatura massima | 1 mm sull'asse X (2 mm sul diametro) |
| Pressione di rullatura iniziale consigliata | 0,4 mm sull'asse X (0,8 mm sul diametro) |
| Rugosità di pre-lavorazione | 5–20 µm (Rz o Rt) |
| Direzione di lavorazione | A sinistra e a destra (testa di rullatura reversibile) |
| Superfici di applicazione | Cilindriche, coniche, frontali, raccordi, raggi, contorni |
| Tolleranza di allineamento utensile | 90° ±0,05° (verifica con comparatore) |
| Angolo di rullatura | 1,0–1,5° |
| Refrigerante | Fluido da taglio standard della macchina |
Parametri di taglio
Rullatura a singolo rullo — Parametri di taglio per materiale
Calcolo della velocità mandrino dalla velocità di taglio: RPM = Vc × 1000 / (Ø × 3,14). Esempio: pezzo Ø 50 mm a Vc 50 m/min → RPM = 50×1000 / (50×3,14) = 318 giri/min.
| Materiale | Velocità di taglio (m/min) | Avanzamento (mm/giro) |
|---|---|---|
| Acciaio | 50–150 | 0,05–0,5 |
| Acciaio inox | 50–150 | |
| Ghisa | 50–150 | |
| Alluminio | 50–200 | |
| Rame e leghe | 50–200 |
Formula per l'avanzamento di pre-lavorazione
Per ottenere la rugosità di pre-lavorazione consigliata di 5–20 µm (Rz):
avanzamento per giro = raggio di punta dell'utensile / 2
Esempio: 0,2 mm/giro con raggio di punta R0,4 mm.
Guida alla messa in servizio
Guida alla messa in servizio e all'uso dell'SRF
- 1
Montaggio nella torretta portautensili
Serrare il gambo quadro dell'SRF nella torretta portautensili del tornio. Allineare l'utensile in modo che il rullo entri in contatto con il pezzo a 90° ±0,05°. Verificare l'allineamento con un comparatore su una corsa di 100 mm.
- 2
Impostazione dell'angolo di rullatura
Impostare l'angolo di rullatura a 1,0–1,5° per garantire il corretto contatto del rullo con la superficie.
- 3
Impostazione dell'offset utensile
Utilizzare un pezzo con diametro noto. Ruotare a bassa velocità (100 giri/min). Spostare l'asse X fino a quando il rullo tocca la superficie e il cuscinetto centrale inizia a ruotare. Impostare questo punto come offset utensile sull'asse X.
- 4
Pre-lavorazione della superficie
Tornire il pezzo alle dimensioni quasi finali. La rugosità della superficie pre-lavorata deve essere compresa tra 5 e 20 µm (Rz o Rt). Utilizzare un avanzamento per giro pari al raggio di punta dell'utensile diviso 2.
- 5
Rullatura
Iniziare sempre 2–3 mm all'interno della superficie. Applicare 0,4 mm di pressione sull'asse X (0,8 mm sul diametro) come valore di partenza. Avanzare lungo il pezzo a 0,05–0,5 mm/giro con refrigerante pulito.
Direzione di lavorazione
L'SRF è adatto sia alla lavorazione a sinistra sia a quella a destra. È sufficiente invertire la testa di rullatura per adattarla alla direzione richiesta. Non sono necessari componenti aggiuntivi.
Risoluzione dei problemi
Rullatura a singolo rullo — Risoluzione dei problemi
Qualità superficiale desiderata non raggiunta
Causes: Forza di rullatura troppo bassa, superficie pre-lavorata troppo rugosa o irregolare, utensile disallineato.
Solution: Aumentare la forza di rullatura. Migliorare la qualità della superficie pre-lavorata. Verificare che l'utensile sia montato a 90° ±0,05° con un comparatore.
Sfogliatura o cricche sulla superficie
Causes: Forza di rullatura troppo elevata, avanzamento troppo alto.
Solution: Ridurre la forza di rullatura. Diminuire l'avanzamento.
Segni o motivi ripetitivi sulla superficie
Causes: Rulli del cono usurati, trucioli aderenti al rullo, refrigerante sporco.
Solution: Sostituire il rullo del cono. Pulire accuratamente la superficie del rullo. Sostituire il refrigerante — si consiglia un sistema di filtrazione da 5–10 µm.
Superficie ondulata
Causes: Forza di rullatura troppo elevata, avanzamento troppo alto, superficie pre-lavorata scadente.
Solution: Ridurre la forza di rullatura. Diminuire l'avanzamento. Controllare e correggere la superficie pre-lavorata.
Surriscaldamento dell'utensile o del pezzo
Causes: Forza di rullatura troppo elevata, refrigerante insufficiente, assi dell'utensile e del pezzo disallineati, montaggio non corretto.
Solution: Ridurre la forza di rullatura. Aumentare il flusso di refrigerante. Verificare l'allineamento a 90° ±0,05° con un comparatore.
Superficie opaca o satinata
Causes: Refrigerante troppo denso o viscoso.
Solution: Diluire o sostituire il fluido da taglio.
Segno sulla superficie nel punto di ingresso dell'utensile
Causes: Distanza di contatto tra utensile e pezzo all'ingresso troppo breve.
Solution: Aumentare la distanza di contatto iniziale — iniziare sempre 2–3 mm all'interno della superficie.
Applicazioni
Applicazioni e geometrie di superficie per la rullatura a singolo rullo
La configurazione a singolo rullo rende l'SRF adatto a un'ampia gamma di geometrie di superfici esterne che i rullatori multi-rullo non sono in grado di lavorare.
- Superfici cilindriche — alberi, perni, sedi di cuscinetti, superfici di scorrimento
- Superfici coniche — conicità, zone di transizione
- Superfici frontali — facce, spallamenti, flange
- Raccordi e raggi — raggi di scarico, gole
- Superfici sagomate — profili complessi su pezzi torniti
- Superfici di tenuta — gole per O-ring, sedi per guarnizioni
Settori adatti
L'SRF viene impiegato ovunque le superfici esterne di pezzi torniti richiedano una finitura speculare, una migliore resistenza all'usura o tolleranze più strette — automotive, oleodinamica, pneumatica, dispositivi medicali e meccanica di precisione in generale.
Ordini
Codici d'ordine
| Codice d'ordine | Ø rullo | Gambo | Descrizione |
|---|---|---|---|
| SRF-20X20 | Ø 16 mm | 20 × 20 mm | Rullatore a singolo rullo, gambo quadro per torni CNC e universali |
| SRF-25X25 | Ø 16 mm | 25 × 25 mm | Rullatore a singolo rullo, gambo quadro per torni CNC e universali |
Diametri rullo maggiori (ad es. SRF35) disponibili su richiesta. Contattaci per configurazioni personalizzate.
FAQ
Domande frequenti
-
Che cos'è la rullatura a singolo rullo?
La rullatura a singolo rullo utilizza un rullo temprato montato su un braccio a molla che preme contro la superficie del pezzo in rotazione. A differenza dei rullatori multi-rullo, che circondano un alesaggio o un albero, il rullatore a singolo rullo entra in contatto con la superficie da un solo lato ed è quindi sufficientemente versatile per lavorare superfici cilindriche, coniche, frontali, raccordi e superfici sagomate. La testa a molla flessibile brevettata garantisce una forza costante proteggendo il tornio da carichi rigidi e d'urto.
-
Quale finitura superficiale può raggiungere l'SRF?
L'SRF raggiunge valori di Ra inferiori a 0,1 µm su tutti i metalli deformabili plasticamente — su acciaio è stato dimostrato un Ra di 0,034 µm. Il risultato dipende dalla qualità della superficie pre-lavorata (5–20 µm Rz ideale), dal tipo di materiale e dai parametri di processo (velocità, avanzamento, forza).
-
Quando conviene usare un rullatore a singolo rullo invece di un rullatore multi-rullo?
Il rullatore a singolo rullo è indicato quando la geometria del pezzo non è un semplice alesaggio o albero diritto. I rullatori a singolo rullo eccellono su superfici cilindriche esterne, conicità, superfici frontali, raccordi, raggi e contorni complessi. I rullatori multi-rullo sono preferibili quando è necessaria la massima concentricità e precisione su alesaggi o alberi diritti.
-
Con quali macchine è compatibile l'SRF?
L'SRF si monta su qualsiasi tornio CNC o universale dotato di torretta portautensili standard. È disponibile con gambo quadro 20×20 mm e 25×25 mm, le dimensioni più comuni. Non è necessaria alcuna modifica alla macchina.
-
Quali materiali possono essere rullati con l'SRF?
L'SRF lavora tutti i metalli deformabili plasticamente: acciaio, acciaio inox, alluminio, rame, ottone, bronzo e ghisa. La durezza del pezzo deve essere inferiore a 40–45 HRC.
-
L'SRF può essere utilizzato sia per la lavorazione a sinistra sia per quella a destra?
Sì. È sufficiente invertire la testa di rullatura per adattarla alla direzione di lavorazione richiesta. L'utensile è adatto sia alla lavorazione a sinistra sia a quella a destra, senza alcun componente aggiuntivo.
-
Come si determina la corretta pressione di rullatura?
Partire con 0,4 mm di pressione aggiuntiva sull'asse X (0,8 mm sul diametro). Aumentare gradualmente in base al carico di snervamento del materiale, senza mai superare 1 mm sull'asse X (2 mm sul diametro). Una pressione eccessiva provoca un contatto rigido che può danneggiare l'utensile, il pezzo o la macchina.
-
Sono disponibili modelli a singolo rullo di dimensioni maggiori?
Attualmente l'SRF con rullo Ø 16 mm è il modello standard di produzione. Modelli di dimensioni maggiori (ad es. SRF35) possono essere realizzati su richiesta per applicazioni che richiedono un'area di contatto del rullo più ampia. Contattaci per discutere le tue esigenze.
Prodotti correlati
Altri rullatori
Hai bisogno di aiuto per scegliere l'utensile di brunitura giusto per la tua applicazione?
I nostri ingegneri ti consiglieranno il tipo di utensile, la dimensione e i parametri corretti per la geometria e il materiale del tuo pezzo.
Contattaci