
Rullatori interni
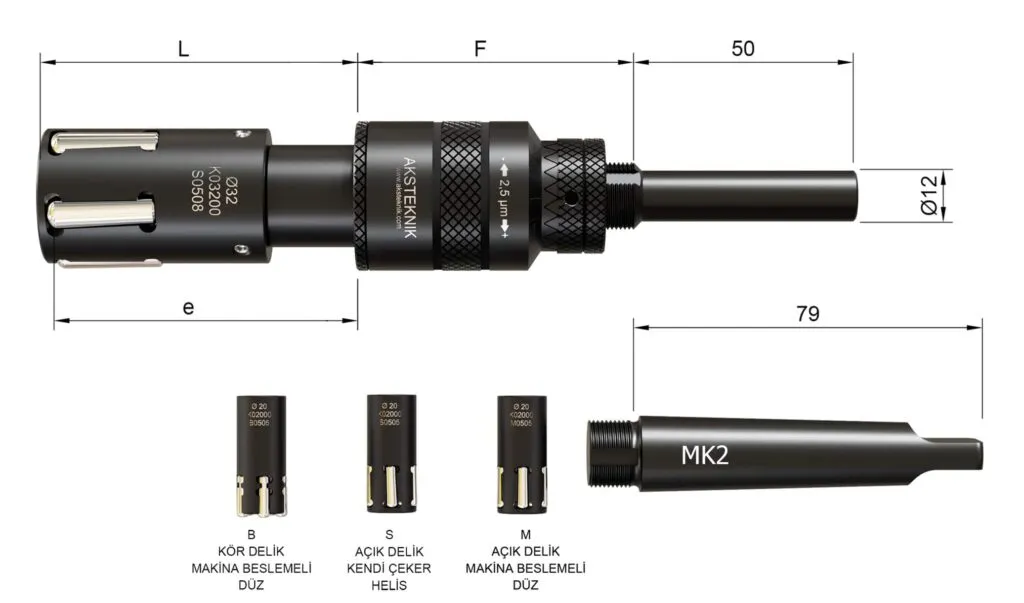
Rullatori multi-rullo per fori passanti, fori ciechi e alesaggi a gradini — campo di diametro da 9 a 160 mm. Superfici a finitura speculare (Rz < 1 µm) in una sola passata, con precisione di regolazione di 2,5 µm.
- Campo di diametro: Ø 9–160 mm (incrementi di 0,5 mm)
- Finitura superficiale: Rz < 1 µm in pochi secondi
- Precisione di regolazione: 2,5 µm per tacca
- Varianti per fori passanti, fori ciechi e applicazioni autoavanzanti
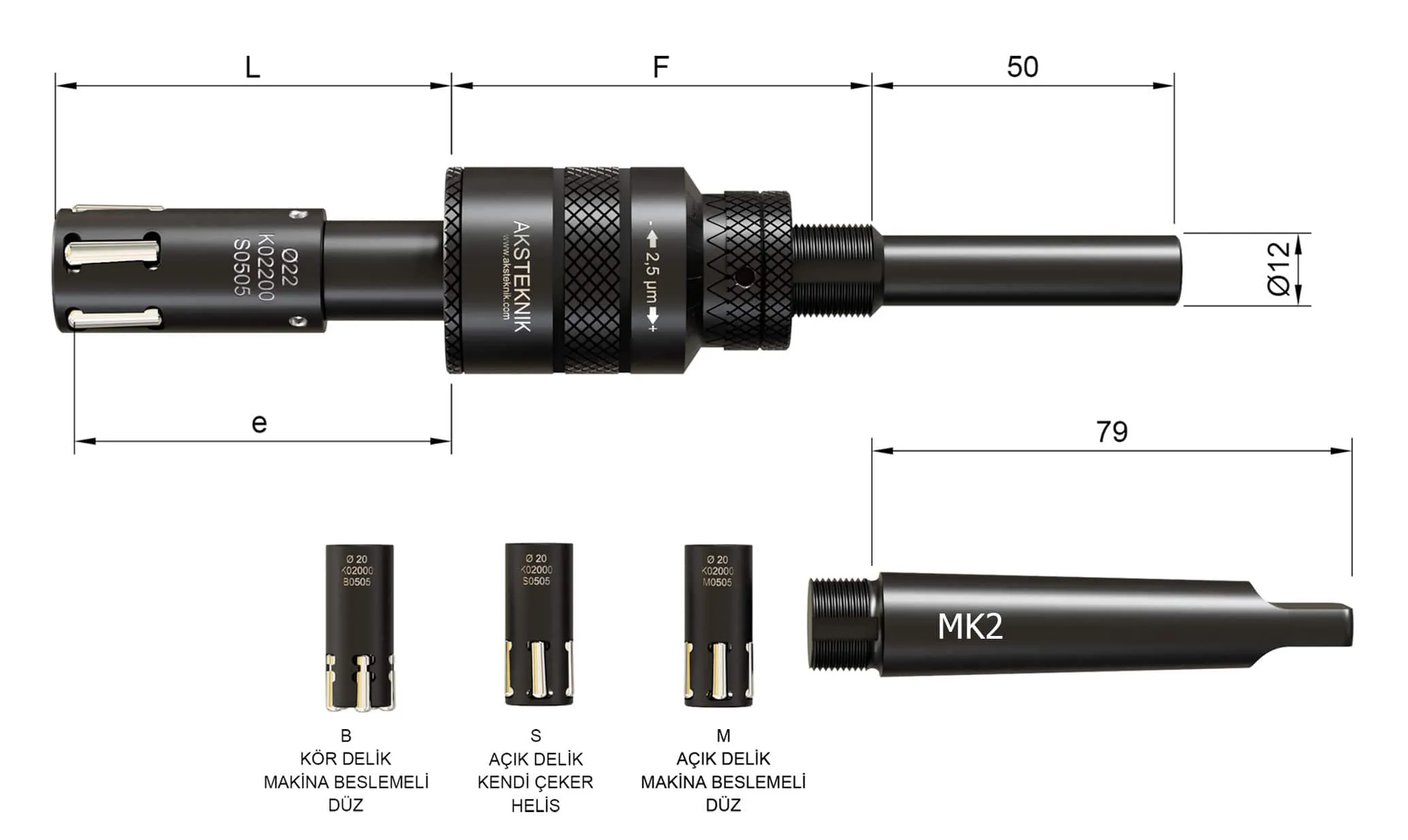
- Gambo Weldon (12, 20, 25, 32 mm) e cono Morse (MT2–MT5)
Panoramica
Finitura interna dell'alesaggio in pochi secondi
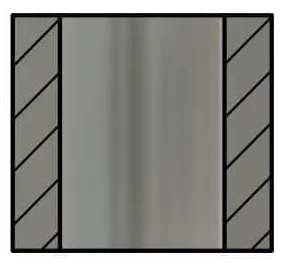
La rullatura consiste nella compressione della rugosità superficiale mediante rulli temprati, che produce superfici speculari. Si esegue dopo le operazioni di pre-lavorazione come tornitura e alesatura.
Con i rullatori interni, la regolazione del diametro può essere effettuata con una precisione di 2,5 micron (0,0025 mm). La durata del processo è molto breve — in genere solo pochi secondi.
In assenza di trattamento termico, la rullatura produce eccellenti risultati su tutti i tipi di metallo: alluminio, ghisa, acciaio, acciaio inossidabile, bronzo e altri ancora.
- Superfici lisce con Rz < 1 µm raggiungibili
- Quote obiettivo ottenute in modo semplice e rapido
- Processo in una sola passata — secondi, non minuti
- Liscia e incrudisce la superficie contemporaneamente
- Niente trucioli, niente polvere, niente rumore — rispettoso dell'ambiente
- Compatibile con tutte le macchine universali e CNC
Tipi di utensili
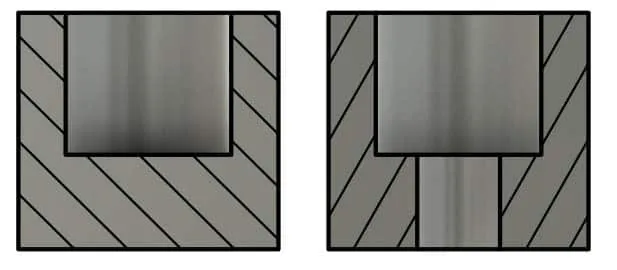
Configurazioni per fori passanti e fori ciechi


Specifiche tecniche
Specifiche tecniche dei rullatori interni





Ø 9 mm – Ø 18,5 mm
| Ø | Campo di regolazione | Dimensioni | Rulli | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Foro passante | Foro cieco | Lunghezza utile | Foro passante | Foro cieco | |||||
| M/S | B | e | L | F | Codice | Numero di rulli | Codice | Numero di rulli | |
| 9–9.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM02 | 4 | BB02 | 4 |
| 10–10.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM03 | 4 | BB03 | 4 |
| 11–16.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM03 | 5 | BB03 | 5 |
| 17–18.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM05 | 5 | BB05 | 5 |
Ø 19 mm – Ø 25 mm
| Ø | Campo di regolazione | Dimensioni | Rulli | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Foro passante | Foro cieco | Lunghezza utile | Foro passante | Foro cieco | |||||
| M/S | B | e | L | F | Codice | Numero di rulli | Codice | Numero di rulli | |
| 19–25 | -0.10 +0.40 | -0.00 +0.25 | 60 | 66 | 70 | BM05 | 5 | BB05 | 5 |
Ø 25 mm – Ø 35 mm
| Ø | Campo di regolazione | Dimensioni | Rulli | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Foro passante | Foro cieco | Lunghezza utile | Foro passante | Foro cieco | |||||
| M/S | B | e | L | F | Codice | Numero di rulli | Codice | Numero di rulli | |
| 25–28 | -0.10 +0.40 | -0.00 +0.25 | 65 | 72 | 67 | BM05 | 5 | BB05 | 5 |
| 28.5–35 | -0.10 +0.40 | -0.00 +0.25 | 65 | 72 | 67 | BM08 | 5 | BB08 | 5 |
Ø 35,5 mm – Ø 49,5 mm

A partire da Ø 35,5 mm, la lunghezza utile è illimitata — l'utensile può rullare alesaggi di qualsiasi profondità.
| Ø | Campo di regolazione | Lunghezza utile | Rulli | ||||
|---|---|---|---|---|---|---|---|
| M/S | B | Codice | Numero di rulli | Codice | Numero di rulli | ||
| 35.5–49.5 | -0.10 +0.40 | -0.00 +0.25 | ∞ Illimitata | BM08 | 5 | BB08 | 5 |
Ø 50 mm – Ø 85 mm

| Ø | Campo di regolazione | Lunghezza utile | Rulli | ||||
|---|---|---|---|---|---|---|---|
| M/S | B | Codice | Numero di rulli | Codice | Numero di rulli | ||
| 50–52 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitata | BM12 | 5 | BB12 | 5 |
| 53–70 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitata | BM12 | 7 | BB12 | 7 |
| 71–85 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitata | BM12 | 9 | BB12 | 9 |
Ø 86 mm – Ø 160 mm

| Ø | Campo di regolazione | Lunghezza utile | Rulli | ||||
|---|---|---|---|---|---|---|---|
| M/S | B | Codice | Numero di rulli | Codice | Numero di rulli | ||
| 86–99 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitata | BM16 | 9 | BB16 | 9 |
| 100–109 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitata | BM16 | 11 | BB16 | 11 |
| 110–121 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitata | BM20 | 9 | BB20 | 9 |
| 122–150 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitata | BM20 | 11 | BB20 | 11 |
| 151–160 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitata | BM20 | 13 | BB20 | 13 |
Manuale d'uso
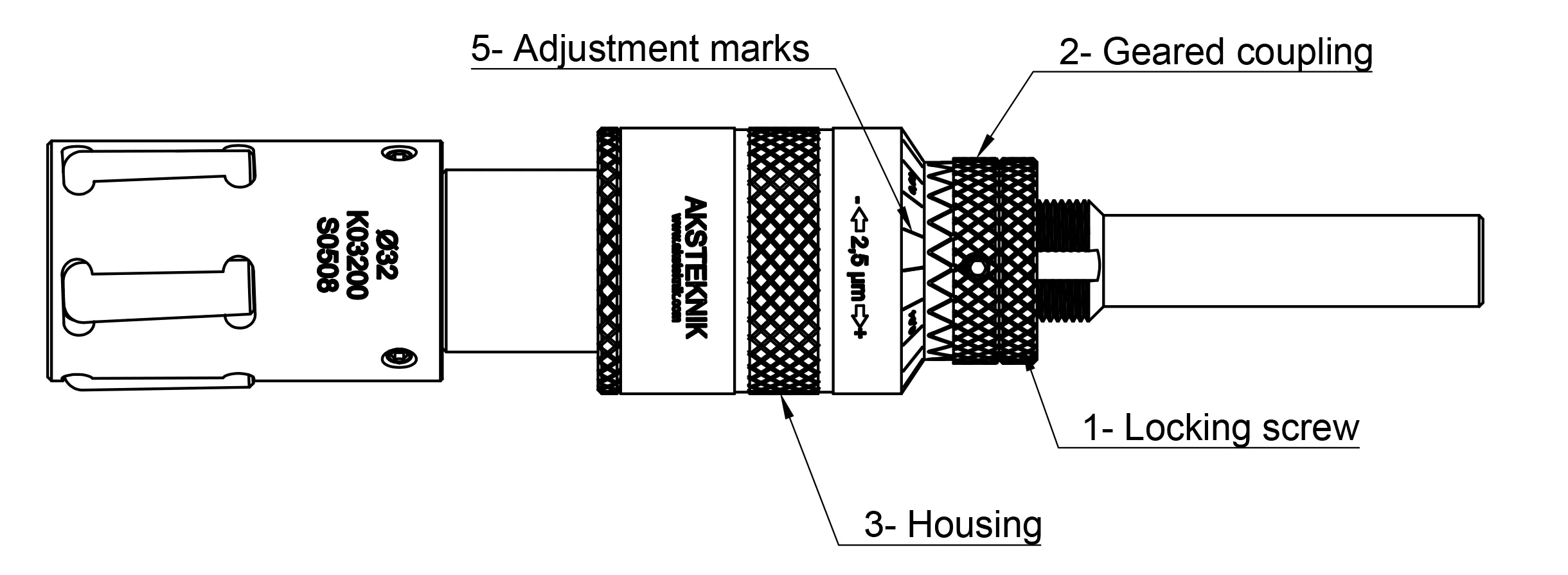
Messa a punto e regolazione
- 1
Allentare la vite di bloccaggio
Allentare il dado di bloccaggio per consentire la rotazione del corpo.
- 2
Arretrare il giunto dentato
Disinnestare il giunto dentato in modo che il corpo possa ruotare liberamente.
- 3
Contrarre l'utensile
Ruotare il corpo in senso orario per ridurre il diametro, in modo che l'utensile entri agevolmente nell'alesaggio.
- 4
Espandere fino al contatto
Ruotare il corpo in senso antiorario per espandere i rulli fino al contatto con la superficie dell'alesaggio. Quindi estrarre l'utensile.
- 5
Impostare il sovrametallo
Utilizzando le tacche di graduazione sul corpo (ogni tacca = 2,5 µm = 0,0025 mm), regolare il diametro in base al sovrametallo lasciato nell'alesaggio.
- 6
Provare e regolare
Eseguire la passata di rullatura su un pezzo di prova e verificare sia le dimensioni che la finitura superficiale. Non rullare lo stesso pezzo più di due volte. Serrare sempre il dado di bloccaggio dopo ogni regolazione.
Portautensili
Opzioni di gambo
| Tipo | Misure disponibili | Note |
|---|---|---|
| Weldon | 12, 20, 25, 32 mm | Compatibile con portapinze, portautensili idraulici e termoretraibili standard |
| Cono Morse | MT2, MT3, MT4, MT5 | Montaggio diretto nel mandrino di torni e trapani a colonna |
Linee guida
Lubrificazione, allineamento e buone pratiche
Lubrificazione
- Garantire un flusso costante di lubrificante pulito — lavare sia l'utensile che il pezzo
- Per la maggior parte dei metalli: olio lubrificante standard, leggero e a bassa viscosità
- Refrigeranti idrosolubili: concentrazione pari o superiore all'8%
- Alluminio / magnesio: olio paraffinico raffinato a bassa viscosità
Allineamento e funzionamento
- Tolleranza di disallineamento: 0,10 mm accettabile — valori superiori causano affaticamento del mandrino
- Lavorare sempre con rotazione in senso orario
- Spessore di parete minimo: 10% del diametro dell'alesaggio
- Non rullare mai lo stesso pezzo più di due volte
Ordini
Struttura del codice d'ordine
I rullatori interni seguono il formato di codifica: TI [diametro] [tipo] [rulli]-[portautensile]
| Segmento | Significato | Esempio |
|---|---|---|
| TI | Tool Internal | TI |
| Diametro a 5 cifre | Ø alesaggio in mm × 100 | 06000 = Ø 60,00 mm |
| M / S / B | Macchina / Autoavanzante / Foro cieco | M |
| Rulli a 4 cifre | Quantità (2 cifre) + diametro mm (2 cifre) | 0712 = 7 × Ø 12 mm |
| Portautensile | Weldon: 12, 20, 25, 32 — Morse: M2–M5 | M3 |
Esempio: TI 06000 M 0712-M3 = Interno, Ø 60,00 mm, avanzamento macchina, 7 × Ø 12 mm rulli, Morse 3
FAQ
Domande frequenti
-
A quali materiali si può applicare la rullatura?
La rullatura è applicabile alla maggior parte dei metalli, tra cui acciaio, alluminio, rame, acciaio inossidabile e titanio. La durezza del pezzo deve essere generalmente inferiore a 40 HRC. I materiali non temprati sono di norma i più adatti a questo processo.
-
Come influisce la rullatura sulla durezza superficiale?
Il processo aumenta la durezza superficiale esercitando pressione sulla superficie. Ne risulta una superficie più resistente e di aspetto migliore. La struttura cristallina compressa resiste all'usura meglio di una superficie ottenuta per asportazione di truciolo con lo stesso valore di rugosità.
-
Come si effettua la regolazione del diametro?
La regolazione del diametro si effettua ruotando il meccanismo di regolazione sul corpo dell'utensile, tacca per tacca. Ogni tacca corrisponde a 2,5 µm (0,0025 mm) e un giro completo corrisponde a 0,05 mm. Poiché una parte del materiale rullato recupera elasticamente, la variazione dimensionale effettiva risulta più fine della regolazione meccanica.
-
Che cos'è il sovrametallo e perché è importante?
Il sovrametallo è lo spessore extra di materiale lasciato sulla superficie dopo la pre-lavorazione. Questo sovrametallo consente di rullare la superficie fino a renderla liscia. Varia in base alle dimensioni del pezzo e al tipo di materiale. Un sovrametallo iniziale di 0,02–0,03 mm è generalmente ideale.
-
Quali problemi si verificano se il sovrametallo è troppo alto o troppo basso?
Un sovrametallo eccessivo comporta un consumo energetico inutile e difetti superficiali come sfregamento e usura dei cuscinetti. Un sovrametallo insufficiente causa ondulazioni sulla superficie. Consultare sempre la tabella dei sovrametalli per i valori corretti.
-
Perché la pre-lavorazione è importante?
Una pre-lavorazione adeguata è essenziale per ottenere una superficie di alta qualità. Le operazioni di tornitura o alesatura sono ideali per la preparazione delle superfici. La superficie deve presentare una rugosità sufficiente derivante dall'asportazione di truciolo affinché la rullatura possa agire: i rulli comprimono i picchi nelle valli.
-
Qual è lo spessore di parete adeguato per la rullatura?
Si consiglia uno spessore di parete pari almeno al 10% del diametro dell'alesaggio. Ad esempio, un pezzo con diametro 20 mm dovrebbe avere uno spessore di parete minimo di 2 mm. Spessori di parete sottili aumentano il rischio di deformazione.
-
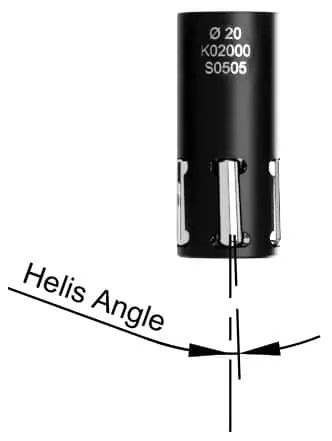
Cosa sono gli utensili autoavanzanti e dove vengono utilizzati?
La funzione di autoavanzamento è data dall'angolo di elica dei rulli. L'utensile si trascina autonomamente attraverso l'alesaggio — è sufficiente fornire la rotazione. Questa soluzione è ideale per trapani a colonna e torni universali. Gli utensili autoavanzanti possono essere utilizzati anche su macchine CNC, ma l'avanzamento macchina deve essere superiore alla velocità naturale di trascinamento dell'utensile.
-
Perché i rullatori per fori ciechi hanno un campo di regolazione del diametro limitato?
Nei rullatori, la regolazione del diametro avviene tramite lo spostamento avanti/indietro dell'albero conico. Man mano che l'utensile si espande, aumenta il rischio che la punta dell'albero conico urti il fondo del foro. Negli alesaggi a gradini, l'albero può entrare nel gradino, consentendo un campo di regolazione più ampio.
-
Quali componenti si usurano e i rulli possono essere sostituiti singolarmente?
I rulli sono il principale componente soggetto a usura — sono in contatto costante con la superficie. Col tempo si usura anche l'albero conico. I rulli vengono sostituiti come set completo, non singolarmente. Dopo diverse sostituzioni del set di rulli, potrebbe essere necessario sostituire anche l'albero conico. La durata dell'utensile è significativamente superiore a quella degli utensili da taglio convenzionali, poiché la rullatura è un processo senza asportazione di truciolo.
Applicazioni
Esempi di applicazione
La rullatura interna viene utilizzata ovunque un alesaggio richieda un diametro preciso, una bassa rugosità superficiale o una maggiore resistenza a fatica. Le applicazioni più comuni comprendono cilindri idraulici, sedi di valvole pneumatiche, sedi di cuscinetti, fori di ingranaggi e componenti per stampaggio a iniezione. In molti casi il processo sostituisce la levigatura e la rettifica interna, offrendo la stessa qualità superficiale o superiore in una frazione del tempo, senza scarti abrasivi.

Prodotti correlati
Altri rullatori
Hai bisogno di aiuto per scegliere il rullatore giusto per la tua applicazione?
I nostri tecnici ti consiglieranno il tipo di utensile, la misura e i parametri corretti per la geometria e il materiale del tuo pezzo.
Contattaci