
FDT SX0 Utensile di sbavatura flessibile
Utensile di sbavatura flessibile azionato dal mandrino, con affidabilità di processo riproducibile. Segue automaticamente gli spigoli non definiti del pezzo senza alimentazione di aria compressa.
- Azionato dal mandrino — senza aria compressa, senza infrastrutture aggiuntive
- Compensa automaticamente scostamenti degli spigoli non definiti di 5–10 mm
- Progettato per la produzione in serie — smusso uniforme lotto dopo lotto
- Esente da manutenzione — nessun componente pneumatico, nessun materiale di consumo oltre alla fresa
Panoramica
Sbavatura flessibile azionata dal mandrino per centri di lavoro CNC e torni
FDT SX0 è un utensile di sbavatura flessibile progettato per rimuovere automaticamente le bave da pezzi lavorati a CNC con spigoli non definiti o variabili. Il meccanismo di deflessione radiale a molla segue il contorno reale del pezzo e compensa scostamenti di 5–10 mm senza regolazione manuale. La pressione di contatto è regolabile in continuo tramite un meccanismo a molla integrato e la forza di deflessione rimane costante indipendentemente dall'angolo di deflessione del mandrino. L'utensile è azionato direttamente dal mandrino della macchina CNC — senza aria compressa, senza infrastrutture aggiuntive, senza cambio utensile.
FDT SX0 è progettato per la produzione in serie. Poiché il meccanismo flessibile corregge automaticamente le differenze tra il contorno programmato e il pezzo reale, ogni pezzo di un lotto riceve la stessa larghezza di smusso — indipendentemente dalle variazioni dimensionali o di posizione. Questa elevata e riproducibile affidabilità di processo elimina la necessità della sbavatura manuale, riduce il rischio di infortunio per l'operatore e consente al ciclo di sbavatura di funzionare senza presidio all'interno del programma CNC esistente.
Adatto a centri di lavoro CNC, centri di tornitura e torni automatici. Particolarmente efficace per la sbavatura di spigoli di contorno su pezzi con geometria variabile o non definita, dove un utensile rigido non riesce a mantenere un contatto uniforme. Lavora tutti i materiali: acciaio, alluminio, ghisa, metalli non ferrosi e materiali temprati.

Vantaggi
Vantaggi principali
- Elevata e riproducibile affidabilità di processo — il meccanismo a molla è meccanico, non dipende dalla pressione dell'aria né dall'abilità dell'operatore
- Progettato per la produzione in serie — larghezza di smusso identica su ogni pezzo, turno dopo turno
- Pressione di contatto laterale regolabile in continuo — impostazione esatta dello spessore di sbavatura per ogni applicazione
- Forza di deflessione costante a qualsiasi angolo di deflessione del mandrino — contatto uniforme sullo spigolo lungo tutto il contorno
- Elimina la sbavatura manuale — riduce i costi di manodopera e il rischio di infortunio dell'operatore dovuto a spigoli taglienti
- Programmazione CNC semplificata — si programma il contorno nominale, l'utensile compensa automaticamente gli scostamenti reali degli spigoli
- Esente da manutenzione — nessun componente pneumatico, nessun tubo dell'aria, nessun intervallo di manutenzione
- Nessuna variazione della larghezza di smusso causata da oscillazioni della pressione dell'aria
- Avanzamenti e velocità elevati: 3.000–8.000 giri/min, avanzamento 2.000–4.000 mm/min
- Elimina le rotture dell'utensile — il meccanismo flessibile assorbe l'impatto sullo spigolo anziché trasmetterlo al mandrino
- Design compatto — si inserisce in qualsiasi magazzino utensili CNC o cambio utensile automatico
- Portata estesa cambiando la lunghezza della fresa — accesso a cavità profonde e punti difficili da raggiungere senza cambio utensile
Specifiche tecniche
Specifiche tecniche
| Parametro | Valore |
|---|---|
| Codice d'ordine | 20.420.00 |
| Azionamento | Tramite mandrino macchina (centri di lavoro CNC, centri di tornitura, torni automatici) |
| Velocità del mandrino | 3.000 – 8.000 giri/min (velocità iniziale raccomandata: 5.000 giri/min) |
| Avanzamento | 2.000 – 4.000 mm/min (F = 3.000 mm/min raccomandato; mantenere costante nei cambi di direzione) |
| Deflessione laterale max. | 5 mm (10 mm con fresa lunga 100 mm) |
| Angolo di deflessione | Laterale — 5° |
| Pressione di contatto | Regolabile in continuo tramite vite posteriore — l'utensile viene consegnato preimpostato alla pressione raccomandata; aumentare o diminuire secondo necessità |
| Pinza | ER-11 — fornita con pinza da 6 mm di serie (accetta pinze da ⌀1–7 mm; pinza da 6,4 mm / ¼" disponibile per clienti USA su richiesta) |
| Gambo | 20 mm cilindrico (standard) — si raccomanda portautensile a pinza o idraulico. Piano Weldon disponibile su richiesta. Altre configurazioni speciali possibili su ordinazione; contattare AKS Teknik. |
| Materiali | Tutti i materiali — acciaio, acciaio inossidabile, alluminio, ghisa, metalli non ferrosi, materiali temprati |
| Alimentazione aria | Non richiesta |
| Manutenzione | Completamente esente da manutenzione |
| Variante — FDT EHS | Variante a molla extra dura per configurazioni con frese allungate dove la pressione della molla standard è insufficiente. Contattare AKS Teknik per dettagli. |
| Configurazioni speciali | Versioni con pinza ER16 ed ER20, diametri gambo non standard e configurazioni portautensile speciali disponibili su richiesta. Contattare AKS Teknik per dettagli. |

Come si usa
Istruzioni operative
- 01
Programmare il contorno nominale
Programmare la traiettoria utensile in modo che prema 1–3 mm nel contorno reale del pezzo — questo offset laterale mantiene la fresa costantemente pretensionata contro lo spigolo durante tutto il ciclo. Più la traiettoria programmata segue fedelmente il contorno reale del pezzo, più uniforme sarà il risultato della sbavatura. I movimenti di avvicinamento e ritiro dovrebbero essere tangenziali dove la geometria lo consente.

Deflessione laterale dell'utensile di sbavatura Deflessione a molla in azione - 02
Impostare la direzione di taglio — senso orario
Programmare la rotazione del mandrino in senso orario (fresatura concorde, vista dall'alto). Questa è la direzione di taglio corretta affinché la fresa in metallo duro sbavi efficacemente senza caricare il mandrino flessibile contro la sua direzione di corsa.
Direzione di taglio - 03
Impostare la pretensione laterale e la pressione di contatto
FDT SX0 viene consegnato preimpostato alla pressione di contatto raccomandata tramite la vite posteriore. Se la fresa lavora in modo irregolare o tende a saltare, la pressione è troppo bassa — aumentarla tramite la vite. Pressione maggiore → smusso più largo; pressione minore → smusso più stretto.
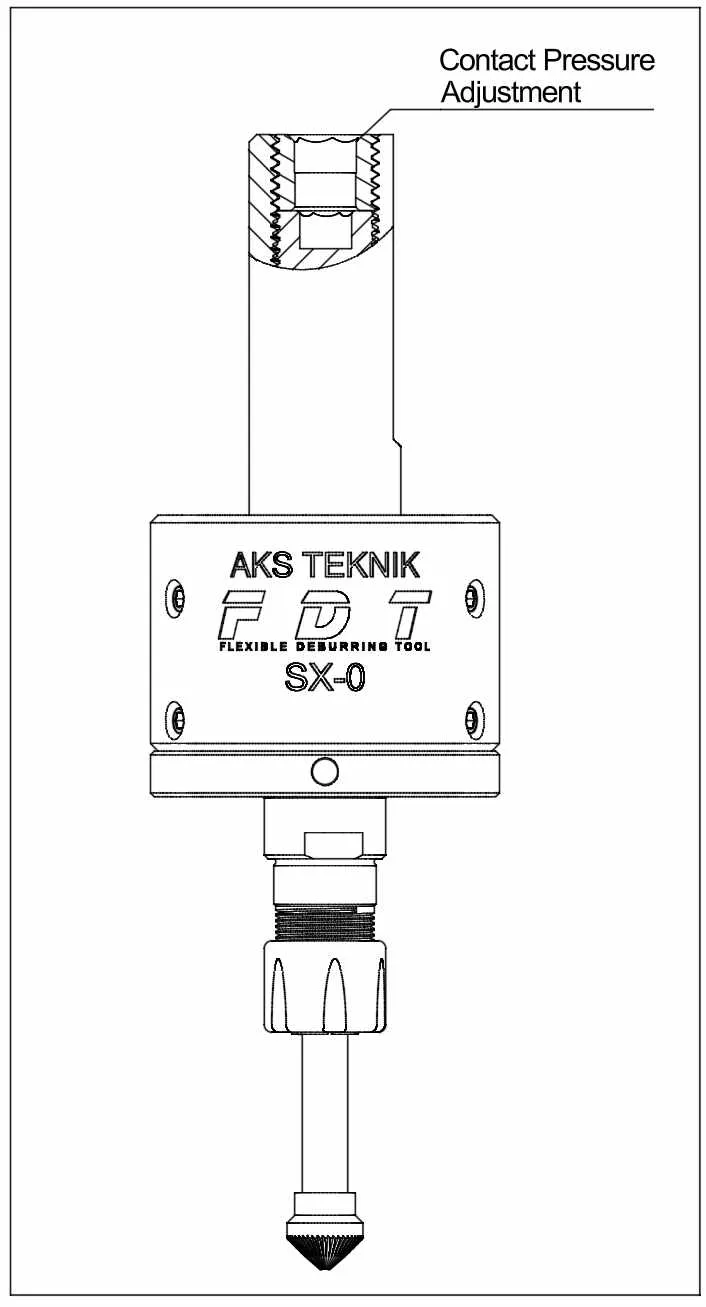
Regolazione della pressione di contatto - 04
Impostare la posizione assiale della fresa
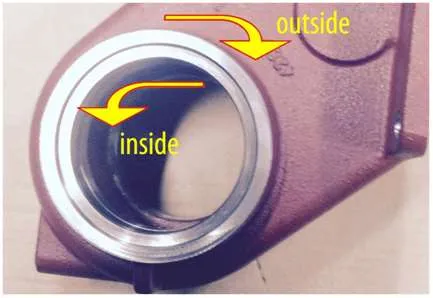
Posizionare l'utensile in modo che lo spigolo di sbavatura contatti approssimativamente il centro della fresa conica. Lavorando più vicino alla punta si riduce l'asportazione e si ottiene uno smusso più stretto; lavorando più indietro si aumenta. Nota: lo spessore di sbavatura dipende dalla posizione assiale e dalla pressione di contatto — non dalla posizione laterale (correzione raggio) dell'utensile.
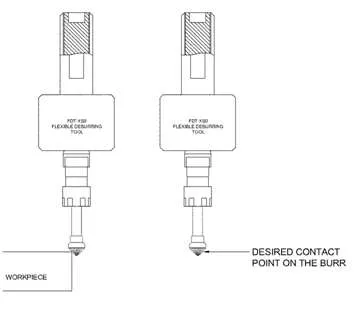
Punto di contatto della bava - 05
Programmare raggi nei cambi di direzione
Negli angoli interni, programmare un piccolo raggio anziché una transizione a 90° netta. Questo impedisce alla fresa di contattare simultaneamente due superfici perpendicolari, causando vibrazioni e sbavatura irregolare. Per gli angoli esterni, estendere la traiettoria dell'utensile oltre l'angolo e cambiare direzione al di fuori del pezzo.
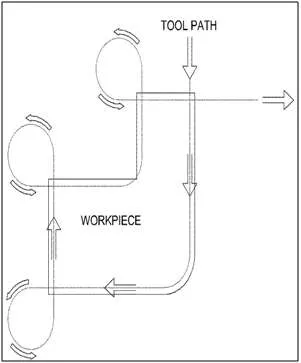
Traiettoria utensile per sbavatura CNC sul contorno del pezzo - 06
Mantenere l'avanzamento costante durante il ciclo
Mantenere un avanzamento costante durante tutto il ciclo di sbavatura, compresi i cambi di direzione. Le variazioni di avanzamento causano larghezze di smusso irregolari. Se la sbavatura è troppo aggressiva, aumentare l'avanzamento o ridurre la pressione di contatto. Se lo smusso è troppo piccolo, ridurre l'avanzamento o aumentare la pressione. Modificare un parametro alla volta ed eseguire una passata di prova dopo ogni regolazione.
- 07
Utilizzare lubrorefrigerante per pezzi in alluminio
Per la sbavatura dell'alluminio è necessario il lubrorefrigerante. Per tutti gli altri materiali non è obbligatorio, ma migliora la qualità di sbavatura e la finitura superficiale. Applicare il lubrorefrigerante tramite il sistema di raffreddamento standard della macchina.
Selezione della fresa
Frese di sbavatura raccomandate per FDT SX0
FDT SX0 utilizza una pinza ER-11 e accetta frese di sbavatura in metallo duro con diametri gambo da ⌀0,5 mm a ⌀7 mm. La geometria della fresa — taglio fine o rompitruciolo, e angolo di punta — influisce direttamente sulla qualità di sbavatura e sul comportamento vibrazionale dell'utensile flessibile.
| Tipo di fresa | Caratteristiche | Applicazione |
|---|---|---|
| Fresa conica a taglio fine 90° KSK · dia. 10 mm · gambo 6 mm · Z3 | Tagliente continuo, bassa tendenza alle vibrazioni, smusso pulito | Fresa iniziale raccomandata per la maggior parte delle applicazioni. Inclusa in omaggio con gli ordini FDT SX0 da AKS Teknik. |
| Fresa in metallo duro con geometria rompitruciolo 90° | Tagliente interrotto, maggiore evacuazione del truciolo | Adatta per la rimozione di bave pesanti. La geometria rompitruciolo aumenta la tendenza alle vibrazioni sugli utensili flessibili — utilizzare la geometria a taglio fine se la fresa lavora in modo irregolare. |
| Fresa in metallo duro con geometria rompitruciolo 60° | Angolo di punta stretto, migliore accesso a raggi interni e angoli profondi | Da utilizzare dove la geometria a 90° non raggiunge caratteristiche interne strette. Si applica la stessa avvertenza sulle vibrazioni della versione rompitruciolo a 90°. |
Se la fresa lavora in modo irregolare o tende a saltare, aumentare prima la pressione di contatto laterale. Se il funzionamento irregolare persiste dopo la regolazione della pressione, passare a una geometria a taglio fine prima di modificare altri parametri. AKS Teknik dispone di frese di sbavatura in metallo duro compatibili in diverse geometrie — contattaci per la disponibilità.
FAQ
Domande frequenti
-
Che cos'è un utensile di sbavatura flessibile?
Un utensile di sbavatura flessibile è un utensile da taglio compatibile CNC con un meccanismo di deflessione radiale a molla che segue automaticamente spigoli non definiti o variabili del pezzo. A differenza degli utensili rigidi, compensa scostamenti degli spigoli di 5–10 mm senza regolazione manuale né cambio utensile. L'AKS Teknik FDT SX0 è azionato dal mandrino — comandato direttamente dal mandrino della macchina CNC a 3.000–8.000 giri/min senza alimentazione di aria compressa.
-
Come funziona l'FDT SX0 in un centro di lavoro CNC?
FDT SX0 ha un gambo cilindrico da 20 mm ed è azionato dal mandrino macchina. Si raccomandano portautensili a pinza o idraulici per la migliore concentricità e per evitare segni di serraggio. Diametri gambo personalizzati (16 mm, 12 mm) e piano Weldon sono disponibili su richiesta — contattare AKS Teknik per dettagli. Un meccanismo flessibile integrato consente alla fresa in metallo duro ER-11 di deflettere lateralmente fino a 5 mm (10 mm con fresa allungata da 100 mm), mantenendo una pressione di contatto uniforme sullo spigolo del pezzo. L'intero ciclo di sbavatura è programmato nel CNC utilizzando il contorno nominale del pezzo — l'utensile compensa automaticamente gli scostamenti reali degli spigoli, senza intervento dell'operatore e senza cambio utensile separato.
-
L'FDT SX0 richiede un'alimentazione di aria compressa separata?
No. L'FDT SX0 è azionato dal mandrino e funziona senza aria compressa. Questo è un vantaggio fondamentale rispetto agli utensili di sbavatura pneumatici, che dipendono da una pressione dell'aria stabile per mantenere larghezze di smusso uniformi. Con FDT SX0, la qualità di sbavatura è indipendente dalle variazioni della rete di aria compressa dell'officina — rendendolo adatto a turni non presidiati e lavorazioni a luci spente.
-
Per quali geometrie del pezzo è adatto l'FDT SX0?
FDT SX0 è particolarmente efficace per la sbavatura di spigoli di contorno — pezzi con spigoli variabili o non definiti dove un utensile rigido non riesce a mantenere un contatto uniforme lungo l'intero contorno. Il meccanismo flessibile segue automaticamente lo spigolo reale, compensando gli scostamenti tra il contorno programmato e quello reale. Le frese allungate consentono l'accesso ad aree incassate o difficili da raggiungere e l'intera traiettoria utensile è programmabile all'interno del ciclo CNC esistente.
-
Qual è la differenza tra FDT SX0 e gli utensili di sbavatura FDT AXIAL?
FDT SX0 deflette radialmente (lateralmente, fino a 5°), il che lo rende ideale per la sbavatura di spigoli di contorno e profili con geometria variabile o non definita. La serie FDT AXIAL deflette nella direzione assiale (asse Z), più adatta per la sbavatura di facce piane, smussi di ingresso e uscita foro e applicazioni push/pull. Entrambi sono azionati dal mandrino, non richiedono cambio utensile e utilizzano pinze ER-11 con frese di sbavatura standard in metallo duro.
-
Come influiscono la velocità del mandrino, l'avanzamento e la pressione di contatto sul risultato di sbavatura?
Ogni parametro ha un effetto diretto e prevedibile sulla larghezza e qualità dello smusso. Aumentando la velocità del mandrino si ottiene un effetto di sbavatura maggiore e una finitura più liscia. Aumentando l'avanzamento si riduce l'effetto di sbavatura — un avanzamento inferiore significa uno smusso più largo. Una maggiore pressione di contatto laterale aumenta anch'essa la larghezza di sbavatura. La posizione assiale della fresa (quanto indietro rispetto alla punta contatta lo spigolo) è il controllo principale del tasso di asportazione — lavorando più vicino alla punta si riduce l'asportazione di materiale. Regolare un parametro alla volta ed eseguire una passata di prova dopo ogni modifica per isolare chiaramente l'effetto.
-
Quale tipo di fresa di sbavatura dovrei usare con l'FDT SX0?
FDT SX0 accetta frese di sbavatura in metallo duro con diametri gambo da ⌀0,5 mm a ⌀7 mm tramite la pinza ER-11. Per la maggior parte delle applicazioni, una fresa conica in metallo duro a taglio fine 90° — tipo KSK, dia. 10 mm, gambo 6 mm, Z3 universale medio — produce smussi puliti e uniformi con bassa tendenza alle vibrazioni. Questa è la fresa che AKS Teknik include in omaggio con gli ordini FDT SX0. Le frese con geometria rompitruciolo in versione 60° e 90° sono anch'esse compatibili e funzionano bene su bave pesanti, ma la geometria rompitruciolo aumenta la tendenza alle vibrazioni sugli utensili flessibili — la geometria a taglio fine è preferibile per la maggior parte delle applicazioni di sbavatura flessibile. Se la fresa lavora in modo irregolare o salta durante l'uso, aumentare prima la pressione di contatto laterale. Se il funzionamento irregolare persiste, il passaggio a una diversa geometria della fresa è il passo successivo raccomandato.
-
L'FDT SX0 può essere utilizzato su torni CNC?
Sì. FDT SX0 è compatibile con centri di lavoro CNC, centri di tornitura e torni automatici — qualsiasi macchina che accetti un utensile con gambo da 20 mm. Non sono necessarie installazioni aggiuntive come collegamenti di aria compressa o indicizzazione del mandrino. L'utensile è azionato dal mandrino macchina e il ciclo di sbavatura è completamente integrato nel programma CNC esistente. Il gambo standard è cilindrico da 20 mm — si raccomandano portautensili a pinza o idraulici per la migliore concentricità e per evitare segni di serraggio sul gambo. Per torni con utensili motorizzati dotati di portapinza ER25, AKS Teknik fornisce una pinza speciale ER25–20 mm che consente il montaggio diretto nella torretta senza alcuna modifica alla macchina. Il gambo con piano Weldon è disponibile su richiesta.
Applicazioni
Settori e pezzi tipici


Video
FDT SX0 in azione
Download
Documenti tecnici
Prodotti correlati
Altri utensili di sbavatura
Pronto ad automatizzare il tuo processo di sbavatura?
Il nostro team tecnico ti aiuterà a scegliere l'utensile giusto per la tua applicazione e il tuo materiale.
Contattaci