
FDT AXIAL (F) Utensile di sbavatura
Utensile di sbavatura a deflessione assiale tipo a spinta — compensa automaticamente profili a quota variabile e superfici curve, senza alimentazione di aria compressa.
- Azionato dal mandrino — nessuna alimentazione d'aria, nessuna infrastruttura aggiuntiva
- Corsa in spinta assiale di 10 mm — compensa automaticamente gli scostamenti di posizione assiali e radiali
- Forza di pretensione regolabile in continuo tramite vite posteriore — impostazioni ripetibili
- Pinza ER-11 — fornita con pinza da 6 mm di serie (accetta pinze da ⌀1 a 7 mm; pinza da 6,4 mm / ¼" disponibile su richiesta per clienti USA)
Panoramica
Sbavatura assiale tipo a spinta per macchine CNC, robot e centri di lavoro
FDT AXIAL (F) è un utensile di sbavatura semplice ed economico, azionato dal mandrino, per l'impiego su centri di lavoro CNC, macchine NC e robot industriali. Mantenendo una pressione costante del tagliente contro la superficie del pezzo nella direzione assiale (asse Z), FDT AXIAL (F) sbava in modo affidabile i fianchi e le facce dei pezzi lavorati.
L'utensile dispone di una corsa in spinta di 10 mm nella direzione assiale ed è particolarmente efficace per la sbavatura di profili a quota variabile o di fori su superfici curve. Impostare la quota Z applicando una pressione di 1–2 mm dal punto più lontano dal mandrino (la coordinata Z più bassa) — FDT AXIAL (F) compenserà automaticamente le variazioni di altezza lungo l'intero ciclo di sbavatura.
La forza di pretensione assiale è regolabile in continuo tramite una vite posteriore — l'utensile viene fornito preimpostato alla pressione raccomandata e può essere aumentata o ridotta secondo necessità. Tre tipi di molla (morbida, media, dura) coprono l'intera gamma di materiali, e ciascuna molla offre un proprio campo di regolazione continua tramite la vite.
Oltre alla sbavatura, FDT AXIAL (F) è adatto alla fresatura di residui sporgenti su pezzi fusi e a operazioni di finitura superficiale con mole compatibili — il tutto tramite la stessa interfaccia a pinza ER-11.

Vantaggi
Vantaggi principali
- Costruzione semplice ed economica — meno componenti rispetto agli utensili pneumatici, minor costo unitario
- Corsa in spinta assiale di 10 mm — compensa automaticamente gli scostamenti di posizione assiali e radiali senza riprogrammazione
- Pretensione regolabile in continuo tramite vite posteriore — regolazione della pressione di contatto senza cambio molla; fornito preimpostato alla pressione raccomandata
- 3 tipi di molla disponibili — morbida, media e dura per adattarsi alla durezza del materiale e alla condizione dello spigolo
- Nessuna alimentazione d'aria necessaria — azionato dal mandrino, non richiede infrastruttura pneumatica
- Compatibile con macchine CNC e robot — si monta in qualsiasi portautensile con gambo cilindrico da 20 mm o piano Weldon
- Sistema a pinza ER-11 — fornita con pinza da 6 mm di serie (accetta pinze da ⌀1 a 7 mm; pinza da 6,4 mm / ¼" disponibile su richiesta per clienti USA)
- Adatto a superfici curve — compensa le variazioni di altezza su facce inclinate e non planari del pezzo
- Compatibile con pezzi fusi — rimuove i residui di materiale sporgenti, oltre alla classica sbavatura degli spigoli
- Fresatura concorde — smusso pulito e usura ridotta della fresa
Specifiche tecniche
Specifiche tecniche
| Parametro | Valore |
|---|---|
| Codice d'ordine | 21.420.00 |
| Azionamento | Tramite mandrino macchina (centri di lavoro CNC, macchine NC, robot) |
| Tipo di deflessione | Assiale — spinta (direzione asse Z) |
| Corsa assiale max. | 10 mm (spinta) |
| Velocità mandrino | 3.000–10.000 giri/min |
| Avanzamento | 2.000–4.000 mm/min |
| Offset asse Z | 1–2 mm sotto la coordinata Z più bassa (punto più lontano dal mandrino) |
| Direzione di fresatura | Concorde — rotazione mandrino in senso orario |
| Pressione di contatto | Regolabile in continuo tramite vite posteriore — l'utensile viene fornito preimpostato alla pressione raccomandata; aumentare o ridurre secondo necessità |
| Opzioni molla | 3 tipi — morbida / media / dura; ciascuna regolabile in continuo nel proprio campo tramite vite |
| Pinza | ER-11 — fornita con pinza da 6 mm di serie (accetta pinze da ⌀1 a 7 mm; pinza da 6,4 mm / ¼" disponibile su richiesta per clienti USA) |
| Gambo | Cilindrico 20 mm (standard) — consigliato portautensile a pinza o idraulico. Piano Weldon disponibile su richiesta. Altre configurazioni speciali possibili su ordinazione; contattare AKS Teknik. |
| Alimentazione aria | Non necessaria |
| Varianti e opzioni | Utensile standard: pinza ER-11, gambo Ø20 mm. Versioni con pinza ER-16, ER-20 ed ER-25 disponibili su richiesta. Modelli a corpo maggiorato con forza molla elevata realizzati su ordinazione speciale — contattare AKS Teknik. |
Come si usa
Istruzioni operative
- 01
Selezionare la molla corretta
Scegliere tra tre tipi di molla — morbida, media o dura. La differenza di forza tra i vari tipi è relativamente ridotta; la selezione rappresenta un punto di partenza, non una regola rigida. Per alluminio e leghe leggere, la molla morbida è una scelta iniziale ragionevole. Per acciaio e ghisa, iniziare con la media. Passare alla dura solo se la media non produce uno smusso sufficiente. Una volta installata la molla, regolare con precisione la pressione di contatto nel relativo campo di regolazione tramite la vite posteriore.
- 02
Impostare l'offset asse Z — 1–2 mm sotto il punto più basso
Regolare la quota Z applicando una pressione di 1–2 mm dal punto più lontano dal mandrino — la coordinata Z più bassa sulla superficie del pezzo. FDT AXIAL (F) compensa automaticamente le variazioni di altezza lungo l'intera traiettoria di sbavatura.
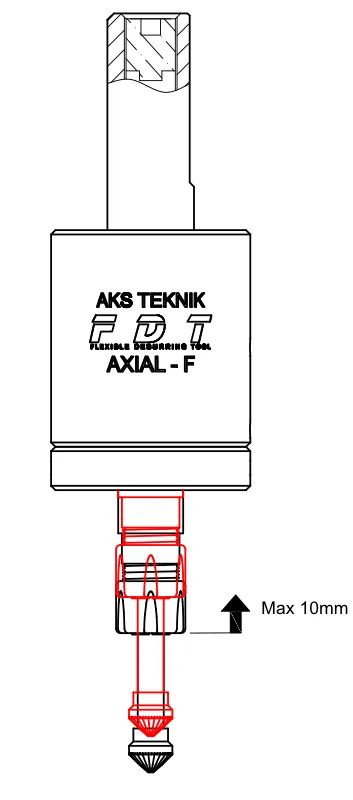
FDT AXIAL (F) Disegno tecnico Compressione della molla in azione - 03
Impostare la direzione di taglio — senso orario
Programmare la rotazione del mandrino in senso orario (M03). FDT AXIAL (F) è progettato per la fresatura concorde — la fresa attacca lo spigolo nella direzione di avanzamento, producendo uno smusso pulito con forze di taglio inferiori e usura ridotta rispetto alla fresatura convenzionale. L'inversione del senso di rotazione è sconsigliata e causa il cedimento prematuro dell'utensile.
- 04
Impostare velocità del mandrino e avanzamento
Campo consigliato: 3.000–10.000 giri/min a F2.000–4.000 mm/min. Per l'alluminio, utilizzare la parte alta del campo di velocità e applicare abbondante lubrorefrigerante — si ottiene uno spigolo pulito e una maggiore durata della fresa. Per acciaio e ghisa, partire a metà campo e regolare in base al risultato dello smusso. Mantenere l'avanzamento costante per tutto il ciclo; variazioni di avanzamento causano larghezze di smusso irregolari. Modificare un parametro alla volta ed eseguire una passata di prova dopo ogni regolazione.
- 05
Eseguire una passata di prova e regolare la pressione di contatto
Eseguire una singola passata di sbavatura e verificare lo smusso. Se il risultato è insufficiente (rimane della bava), aumentare la pressione di contatto tramite la vite posteriore — oppure passare a una molla più rigida. Se la fresa lascia segni o lo smusso è troppo grande, ridurre la pressione. Modificare un parametro alla volta ed eseguire una passata di prova dopo ogni regolazione.
Selezione frese
Frese di sbavatura consigliate per FDT AXIAL (F)
FDT AXIAL (F) utilizza una pinza ER-11 e accetta frese di sbavatura in metallo duro con diametro gambo da ⌀0,5 mm a ⌀7 mm — fornita con pinza da 6 mm di serie (pinza da 6,4 mm / ¼" disponibile su richiesta per clienti USA). La geometria della fresa — a taglio fine o con rompitruciolo — e l'angolo di punta influiscono direttamente sulla qualità della sbavatura e sul comportamento vibrazionale dell'utensile.
| Tipo di fresa | Caratteristiche | Applicazione |
|---|---|---|
| Fresa conica 90° a taglio fine KSK · dia. 10 mm · gambo 6 mm · Z3 | Tagliente continuo, bassa tendenza alla vibrazione, smusso pulito | Fresa di partenza consigliata per la maggior parte delle applicazioni. Inclusa in omaggio con gli ordini di FDT AXIAL (F) presso AKS Teknik. |
| Fresa in metallo duro conica 90° con rompitruciolo | Tagliente interrotto, maggiore evacuazione del truciolo | Adatta alla rimozione di bave consistenti. La geometria rompitruciolo aumenta la tendenza alle vibrazioni — utilizzare la geometria a taglio fine se la fresa presenta un funzionamento irregolare. |
| Fresa in metallo duro conica 60° con rompitruciolo | Angolo di punta stretto, miglior accesso a raggi interni e angoli profondi | Da utilizzare dove la geometria a 90° non riesce a raggiungere le caratteristiche interne strette. Stessa avvertenza sulle vibrazioni della versione rompitruciolo a 90°. |
Se la fresa presenta un funzionamento irregolare o tende a saltare, aumentare prima la pressione di contatto tramite la vite posteriore. Se il problema persiste dopo la regolazione della pressione, passare a una fresa con geometria a taglio fine prima di modificare altri parametri. AKS Teknik dispone di frese di sbavatura in metallo duro compatibili in diverse geometrie — contattaci per la disponibilità.
FAQ
Domande frequenti
-
Che cos'è FDT AXIAL (F) e in cosa si distingue da FDT SX0?
Entrambi gli utensili si montano nel mandrino CNC e utilizzano un meccanismo a molla per mantenere un contatto costante della fresa — ma in direzioni diverse. FDT SX0 si deflette lateralmente (radialmente, nel piano XY), il che lo rende ideale per seguire contorni lungo spigoli con geometria del pezzo variabile o non definita. FDT AXIAL (F) si deflette assialmente (nella direzione Z, tipo a spinta), il che lo rende la scelta giusta quando il pezzo presenta variazioni di altezza lungo la traiettoria di sbavatura — come fori su superfici inclinate, profili a gradino o pezzi fusi con facce irregolari.
In pratica, FDT AXIAL (F) offre anche un certo grado di compensazione radiale automatica: la geometria conica della fresa a 90° consente all'utensile di autocentrarsi sullo spigolo del pezzo e di assorbire piccoli scostamenti in XY. Per questo motivo FDT AXIAL (F) si comporta bene in molte delle stesse applicazioni di FDT SX0 — ed è spesso un'alternativa più economica quando la geometria del pezzo non richiede una deflessione laterale completa. -
Che cos'è la deflessione assiale e quando è la scelta giusta?
Deflessione assiale significa che l'utensile da taglio può arretrare sull'asse Z (risalendo nel mandrino) fino a 10 mm contro una molla pretensionata. Quando l'utensile incontra una zona rialzata del pezzo, la molla si comprime e la fresa mantiene il contatto senza scavare nel materiale. Questa soluzione è ideale per: profili con altezza variabile lungo la traiettoria di sbavatura, fori su superfici curve o inclinate in cui le quote Z di ingresso e uscita differiscono, e pezzi fusi con residui irregolari sulla linea di giunzione. Se il pezzo è piano e la variazione riguarda la geometria XY (forme di contorno), FDT SX0 con deflessione laterale è la scelta migliore.
-
Come si imposta la pressione della molla corretta per la propria applicazione?
Utilizzare la vite posteriore per regolare il pretensionamento assiale in continuo — l'utensile viene fornito preimpostato al valore consigliato, quindi in molti casi non è necessaria alcuna regolazione iniziale. Se lo smusso è troppo leggero, aumentare la pressione tramite la vite posteriore; se l'utensile segna la superficie, ridurla. Per materiali leggeri (alluminio, ottone), partire da una pressione bassa e aumentare fino a ottenere uno smusso pulito. Per acciaio o bave consistenti, aumentare la pressione o passare alla molla media o dura.
-
FDT AXIAL (F) può essere utilizzato su superfici curve?
Sì. La corsa in spinta di 10 mm consente all'utensile di compensare automaticamente le differenze di altezza lungo la traiettoria utensile programmata. Impostare l'offset asse Z a 1–2 mm sotto il punto più basso (il punto più lontano dal mandrino) sulla superficie del pezzo. Quando l'utensile passa su zone più alte, la molla si comprime e la fresa resta in contatto — non è necessaria alcuna programmazione CNC aggiuntiva per la compensazione in altezza.
-
Quali frese di sbavatura sono compatibili con FDT AXIAL (F)?
FDT AXIAL (F) utilizza una pinza ER-11 e viene fornito con pinza da 6 mm di serie — la stessa interfaccia fresa di FDT SX0. Accetta frese di sbavatura in metallo duro e mole con diametro gambo da ⌀1 mm a ⌀7 mm. La fresa di partenza consigliata è la conica in metallo duro a 90° con geometria a taglio fine — copre la maggior parte delle applicazioni di sbavatura degli spigoli. Una pinza da 6,4 mm (¼") è disponibile su richiesta per clienti USA.
-
FDT AXIAL (F) può essere utilizzato su torni CNC?
Sì. FDT AXIAL (F) è compatibile con centri di lavoro CNC, macchine NC, centri di tornitura e robot — qualsiasi macchina che accetti un utensile con gambo da 20 mm. Non sono necessarie installazioni aggiuntive come collegamenti per aria compressa. L'utensile è azionato dal mandrino macchina e il ciclo di sbavatura è completamente integrato nel programma CNC esistente. Il gambo standard è cilindrico da 20 mm — si consiglia un portautensile a pinza o idraulico per la migliore concentricità e per evitare segni di serraggio sul gambo. Per torni con utensili motorizzati dotati di portautensile ER25, AKS Teknik fornisce una pinza speciale ER25–20 mm che consente il montaggio diretto nella torretta motorizzata senza alcuna modifica alla macchina. Il gambo con piano Weldon è disponibile su richiesta.
Applicazioni
Settori e pezzi tipici


Video
FDT AXIAL (F) in azione
Download
Documenti tecnici
Prodotti correlati
Altri utensili di sbavatura
Vuoi automatizzare il tuo processo di sbavatura?
Il nostro team tecnico ti aiuterà a scegliere l'utensile giusto per la tua applicazione e il tuo materiale.
Contattaci