
Outil de galetage à galet simple
Galet simple à ressort pour la finition de surfaces extérieures — surfaces cylindriques, coniques, planes et de contour. Ra 0,034 µm démontré. Simple, économique et facile à utiliser sur n'importe quel tour.
- État de surface : Ra < 0,1 µm — Ra 0,034 µm démontré
- Fonctionne sur tous types de métaux inférieurs à 40–45 HRC
- Tête à ressort flexible brevetée — protège le tour contre les charges rigides
- Surfaces cylindriques, coniques, planes, congés et contours
- Usinage à gauche et à droite
- Queues carrées 20×20 mm et 25×25 mm
Vue d'ensemble
Galetage à galet simple — finition polyvalente de surfaces extérieures
Le SRF utilise un seul galet trempé monté sur une tête à ressort flexible brevetée. Lorsque la pièce tourne sur le tour, le galet exerce une pression contrôlée sur la surface — les pics de rugosité sont déformés plastiquement dans les vallées, produisant un état de surface miroir.
Contrairement aux outils multi-galets qui entourent un alésage ou un arbre, le galet simple entre en contact avec la surface d'un seul côté. Cela le rend beaucoup plus polyvalent — il peut finir des surfaces cylindriques, des cônes, des faces planes, des congés, des rayons et des contours complexes que les outils multi-galets ne peuvent pas atteindre.
La force de galetage est transmise de la machine à la pièce par la tête à ressort flexible, qui évite tout contact rigide. Cela protège les roulements et les glissières du tour tout en maintenant une force d'appui constante malgré les légères variations de surface.

- Ra 0,034 µm démontré — surface miroir sur tous les métaux
- Surfaces cylindriques, coniques, planes, congés et contours
- Tête à ressort flexible brevetée — protège le tour contre les charges de choc
- Usinage à gauche et à droite — inverser la tête de galetage
- Pas de copeaux, pas de poussière — procédé propre et silencieux
- Tours CNC et universels — se monte dans n'importe quelle tourelle porte-outils
Vidéo
Outil de galetage à galet simple SRF en action — Ra 0,034 µm
Visualisez l'outil de galetage à galet simple SRF en fonctionnement sur un tour CNC — la vidéo montre l'outil en action sur la pièce, la pièce finie et la mesure de rugosité Ra 0,034 µm vérifiée au rugosimètre.
Conception de l'outil
Composants et dimensions du SRF
Le SRF se compose de 8 composants de précision assemblés en une unité compacte et sans entretien.
Composants de l'outil
- Cage — loge le galet et l'ensemble conique
- Galet — galet de contact trempé, Ø 16 mm
- Cône — élément conique pour le positionnement du galet
- Roulement — roulement central pour une rotation fluide
- Bague — supporte l'ensemble roulement
- Axe — fixe les composants internes
- Tête à ressort — mécanisme flexible breveté pour le contrôle de la force
- Queue — 20×20 ou 25×25 mm carrée pour montage en tourelle porte-outils
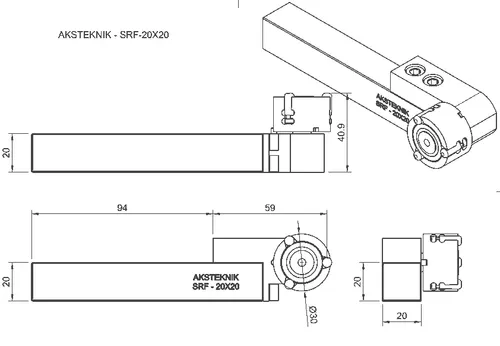
Dimensions principales (SRF-20X20)
| Paramètre | Valeur |
|---|---|
| Longueur totale | 94 mm |
| Taille de la queue | 20 × 20 mm |
| Diamètre de la cage | Ø 30 mm |
| Largeur totale (avec galet) | 41 mm |
| Diamètre du galet | Ø 16 mm |
Caractéristiques techniques
Caractéristiques techniques du SRF
| Paramètre | Valeur |
|---|---|
| État de surface atteignable | Ra < 0,1 µm (Ra 0,034 µm démontré) |
| Matériaux compatibles | Tous les métaux déformables plastiquement (acier, inox, aluminium, cuivre, laiton, bronze, fonte) |
| Dureté maximale de la pièce | 40–45 HRC |
| Contrôle de la force | Tête à ressort flexible brevetée |
| Pression de galetage maximale | 1 mm sur l'axe X (2 mm sur le diamètre) |
| Pression de galetage de départ recommandée | 0,4 mm sur l'axe X (0,8 mm sur le diamètre) |
| Rugosité de pré-usinage | 5–20 µm (Rz ou Rt) |
| Sens d'usinage | À gauche et à droite (tête de galetage réversible) |
| Surfaces d'application | Cylindrique, conique, plane, congé, rayon, contour |
| Tolérance d'alignement de l'outil | 90° ±0,05° (vérifier au comparateur) |
| Angle de galetage | 1,0–1,5° |
| Lubrifiant-réfrigérant | Fluide de coupe standard de la machine |
Conditions de coupe
Galetage à galet simple — conditions de coupe par matériau
Calculer la vitesse de rotation à partir de la vitesse de coupe : tr/min = Vc × 1000 / (Ø × 3,14). Exemple : pièce Ø 50 mm à Vc 50 m/min → tr/min = 50×1000 / (50×3,14) = 318 tr/min.
| Matériau | Vitesse de coupe (m/min) | Avance (mm/tr) |
|---|---|---|
| Acier | 50–150 | 0,05–0,5 |
| Acier inoxydable | 50–150 | |
| Fonte | 50–150 | |
| Aluminium | 50–200 | |
| Cuivre et alliages | 50–200 |
Formule d'avance pour le pré-usinage
Pour obtenir la rugosité de pré-usinage recommandée de 5–20 µm (Rz) :
Avance par tour = rayon de bec de l'outil / 2
Exemple : avance de 0,2 mm/tr avec un rayon de bec R0,4 mm.
Guide de mise en route
Guide de mise en route et d'utilisation du SRF
- 1
Monter dans la tourelle porte-outils
Serrer la queue carrée du SRF dans la tourelle porte-outils du tour. Aligner l'outil pour que le galet entre en contact avec la pièce à 90° ±0,05°. Vérifier l'alignement au comparateur sur une portée de 100 mm.
- 2
Régler l'angle de galetage
Régler l'angle de galetage à 1,0–1,5° pour assurer un contact correct du galet avec la surface.
- 3
Régler le correcteur d'outil
Utiliser une pièce de diamètre connu. Tourner à faible vitesse (100 tr/min). Déplacer l'axe X jusqu'à ce que le galet touche la surface et que le roulement central commence à tourner. Définir cette position comme correcteur d'outil sur l'axe X.
- 4
Pré-usiner la surface
Tourner la pièce aux dimensions quasi finales. La rugosité de la surface pré-usinée doit être de 5–20 µm (Rz ou Rt). Utiliser une avance par tour = rayon de bec de l'outil / 2.
- 5
Galeter
Toujours démarrer 2–3 mm à l'intérieur de la surface. Appliquer 0,4 mm de pression sur l'axe X (0,8 mm sur le diamètre) comme point de départ. Avancer le long de la pièce à 0,05–0,5 mm/tr avec un lubrifiant-réfrigérant propre.
Sens d'usinage
Le SRF convient à l'usinage à gauche comme à droite. Il suffit d'inverser la tête de galetage pour correspondre au sens d'usinage requis. Aucune pièce supplémentaire n'est nécessaire.
Dépannage
Galetage à galet simple — dépannage
Qualité de surface souhaitée non atteinte
Causes : Pression de galetage trop faible, surface pré-usinée trop rugueuse ou irrégulière, outil désaligné.
Solution : Augmenter la pression de galetage. Améliorer la qualité de la surface pré-usinée. Vérifier que l'outil est monté à 90° ±0,05° au comparateur.
Écaillage ou fissuration de la surface
Causes : Pression de galetage trop élevée, avance trop rapide.
Solution : Réduire la pression de galetage. Diminuer l'avance.
Marques ou motifs répétitifs
Causes : Galets coniques usés, copeaux collés sur le galet, lubrifiant-réfrigérant sale.
Solution : Remplacer le galet conique. Nettoyer soigneusement la surface du galet. Remplacer le lubrifiant-réfrigérant — un système de filtration de 5–10 µm est recommandé.
Surface ondulée
Causes : Pression de galetage trop élevée, avance trop rapide, surface pré-usinée de mauvaise qualité.
Solution : Réduire la pression de galetage. Diminuer l'avance. Inspecter et corriger la surface pré-usinée.
Surchauffe de l'outil ou de la pièce
Causes : Pression de galetage trop élevée, lubrifiant-réfrigérant insuffisant, axes de l'outil et de la pièce désalignés, montage incorrect.
Solution : Réduire la pression de galetage. Augmenter le débit de lubrifiant-réfrigérant. Vérifier l'alignement à 90° ±0,05° au comparateur.
Surface terne ou mate
Causes : Lubrifiant-réfrigérant trop épais ou visqueux.
Solution : Diluer ou remplacer le fluide de coupe.
Marque de surface au point d'entrée de l'outil
Causes : Distance de contact entre l'outil et la pièce à l'entrée trop courte.
Solution : Augmenter la distance de contact initiale — toujours démarrer 2–3 mm à l'intérieur de la surface.
Applications
Applications du galetage à galet simple et géométries de surface
Grâce à sa conception à galet simple, le SRF couvre une large gamme de géométries de surfaces extérieures que les outils multi-galets ne peuvent pas traiter.
- Surfaces cylindriques — arbres, axes, portées, surfaces de roulement
- Surfaces coniques — cônes, zones de transition
- Faces planes — faces d'extrémité, épaulements, brides
- Congés et rayons — rayons de décharge, gorges
- Surfaces de contour — profils complexes sur pièces tournées
- Surfaces d'étanchéité — gorges de joints toriques, zones de joints à graisse
Secteurs adaptés
Le SRF est utilisé chaque fois que les surfaces extérieures de pièces tournées nécessitent un état de surface miroir, une meilleure résistance à l'usure ou des tolérances plus serrées — notamment dans l'automobile, l'hydraulique, la pneumatique, les dispositifs médicaux et l'ingénierie de précision.
Commande
Codes de commande
| Code de commande | Ø galet | Queue | Description |
|---|---|---|---|
| SRF-20X20 | Ø 16 mm | 20 × 20 mm | Outil de galetage à galet simple, queue carrée pour tours CNC et universels |
| SRF-25X25 | Ø 16 mm | 25 × 25 mm | Outil de galetage à galet simple, queue carrée pour tours CNC et universels |
Des galets de plus grand diamètre (par ex. SRF35) sont disponibles sur demande. Contactez-nous pour des configurations spéciales.
FAQ
Questions fréquentes
-
Qu'est-ce que le galetage à galet simple ?
Le galetage à galet simple utilise un seul galet trempé monté sur un bras à ressort qui exerce une pression contre la surface d'une pièce en rotation. Contrairement aux outils multi-galets qui entourent un alésage ou un arbre, un outil à galet simple entre en contact avec la surface d'un seul côté — ce qui le rend suffisamment polyvalent pour traiter les surfaces cylindriques, coniques, planes, les congés et les surfaces de contour. La tête à ressort flexible brevetée assure une force constante tout en protégeant le tour contre les charges de choc rigides.
-
Quel état de surface le SRF peut-il atteindre ?
Le SRF permet d'obtenir un Ra inférieur à 0,1 µm sur tous les métaux déformables plastiquement — Ra 0,034 µm a été démontré sur acier. Le résultat dépend de la qualité de la surface pré-usinée (5–20 µm Rz idéal), du type de matériau et des paramètres (vitesse, avance, force).
-
Quand faut-il utiliser un outil à galet simple plutôt qu'un outil multi-galets ?
Utilisez un outil à galet simple lorsque la géométrie de la pièce ne se réduit pas à un simple alésage droit ou un arbre lisse. Les outils à galet simple excellent sur les surfaces cylindriques extérieures, les cônes, les faces (extrémités), les congés, les rayons et les contours complexes. Les outils multi-galets sont préférables lorsque la concentricité et la précision maximales sont nécessaires sur des alésages droits ou des arbres lisses.
-
Avec quelles machines le SRF est-il compatible ?
Le SRF se monte dans tout tour CNC ou tour universel équipé d'une tourelle porte-outils standard. Il est disponible avec des queues carrées de 20×20 mm et 25×25 mm — les tailles de tourelle les plus courantes. Aucune modification de machine n'est nécessaire.
-
Quels matériaux peuvent être galetés avec le SRF ?
Le SRF fonctionne sur tous les métaux déformables plastiquement : acier, acier inoxydable, aluminium, cuivre, laiton, bronze et fonte. La dureté de la pièce doit être inférieure à 40–45 HRC.
-
Le SRF peut-il être utilisé pour l'usinage à gauche comme à droite ?
Oui. Il suffit d'inverser la tête de galetage pour correspondre au sens d'usinage requis. L'outil convient à l'usinage à gauche comme à droite sans aucune pièce supplémentaire.
-
Comment déterminer la pression de galetage correcte ?
Commencer par 0,4 mm de pression supplémentaire sur l'axe X (0,8 mm sur le diamètre). Augmenter progressivement en fonction de la limite d'élasticité du matériau, sans jamais dépasser 1 mm sur l'axe X (2 mm sur le diamètre). Une pression excessive provoque un contact rigide susceptible d'endommager l'outil, la pièce ou la machine.
-
Des modèles à galet simple de plus grande taille sont-ils disponibles ?
Actuellement, le SRF avec galet Ø 16 mm est le modèle de production standard. Des modèles plus grands (par ex. SRF35) peuvent être fabriqués sur demande pour les applications nécessitant une plus grande zone de contact du galet. Contactez-nous pour discuter de vos besoins.
Produits associés
Autres outils de galetage
Besoin d'aide pour choisir le bon outil de galetage pour votre application ?
Nos ingénieurs vous recommanderont le type d'outil, la taille et les paramètres adaptés à la géométrie et au matériau de votre pièce.
Nous contacter