
Outils de galetage intérieur
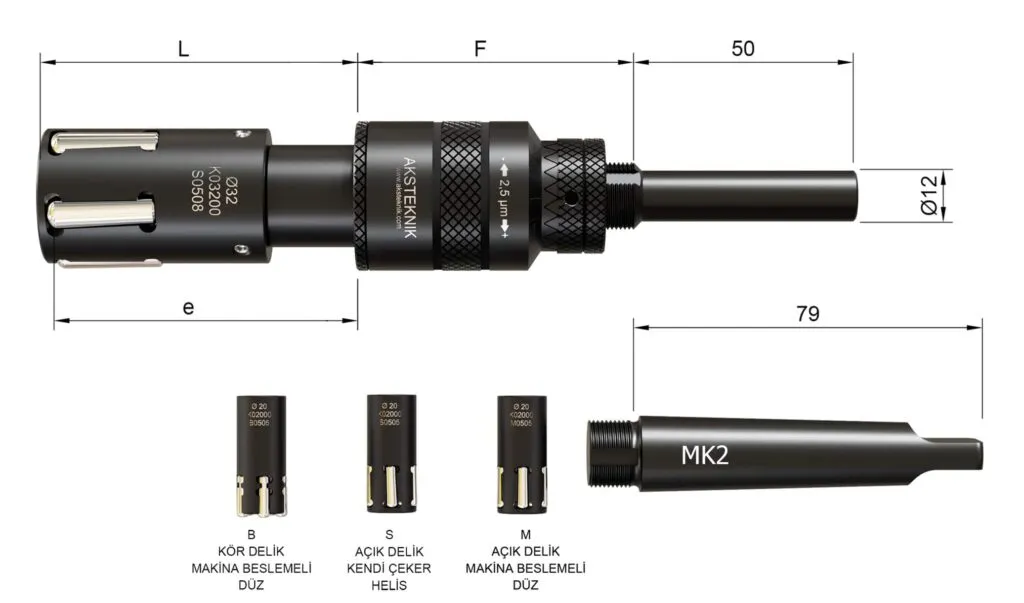
Outils multi-galets pour trous débouchants, trous borgnes et alésages étagés — plage de diamètre de 9 à 160 mm. Surfaces miroir (Rz < 1 µm) en un seul passage, avec une précision de réglage de 2,5 µm.
- Plage de diamètre : Ø 9–160 mm (par incréments de 0,5 mm)
- État de surface : Rz < 1 µm en quelques secondes
- Précision de réglage : 2,5 µm par graduation
- Variantes pour trous débouchants, trous borgnes et versions à auto-avance
- Queues Weldon (12, 20, 25, 32 mm) et cône Morse (MT2–MT5)
Vue d'ensemble
Finition d'alésage intérieur en quelques secondes
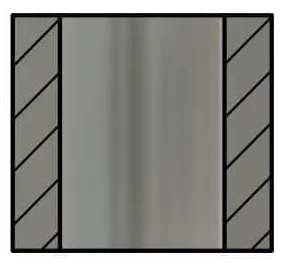
Le galetage est le procédé de compression de la rugosité de surface à l'aide de galets, aboutissant à des surfaces miroir. Il est réalisé après les opérations de pré-usinage telles que le tournage et l'alésage.
Avec les outils de galetage intérieur, le réglage du diamètre peut être effectué avec une précision de 2,5 microns (0,0025 mm). La durée du procédé est très courte — généralement quelques secondes seulement.
En l'absence de traitement thermique, le galetage produit d'excellents résultats sur tous les types de métaux : aluminium, fonte, acier, acier inoxydable, bronze, etc.
- Surfaces lisses Rz < 1 µm atteignables
- Cotes visées obtenues facilement et rapidement
- Procédé en un seul passage — quelques secondes, pas plusieurs minutes
- Lisse et écrouit la surface simultanément
- Pas de copeaux, pas de poussière, pas de bruit — respectueux de l'environnement
- Compatible avec toutes les machines universelles et CNC
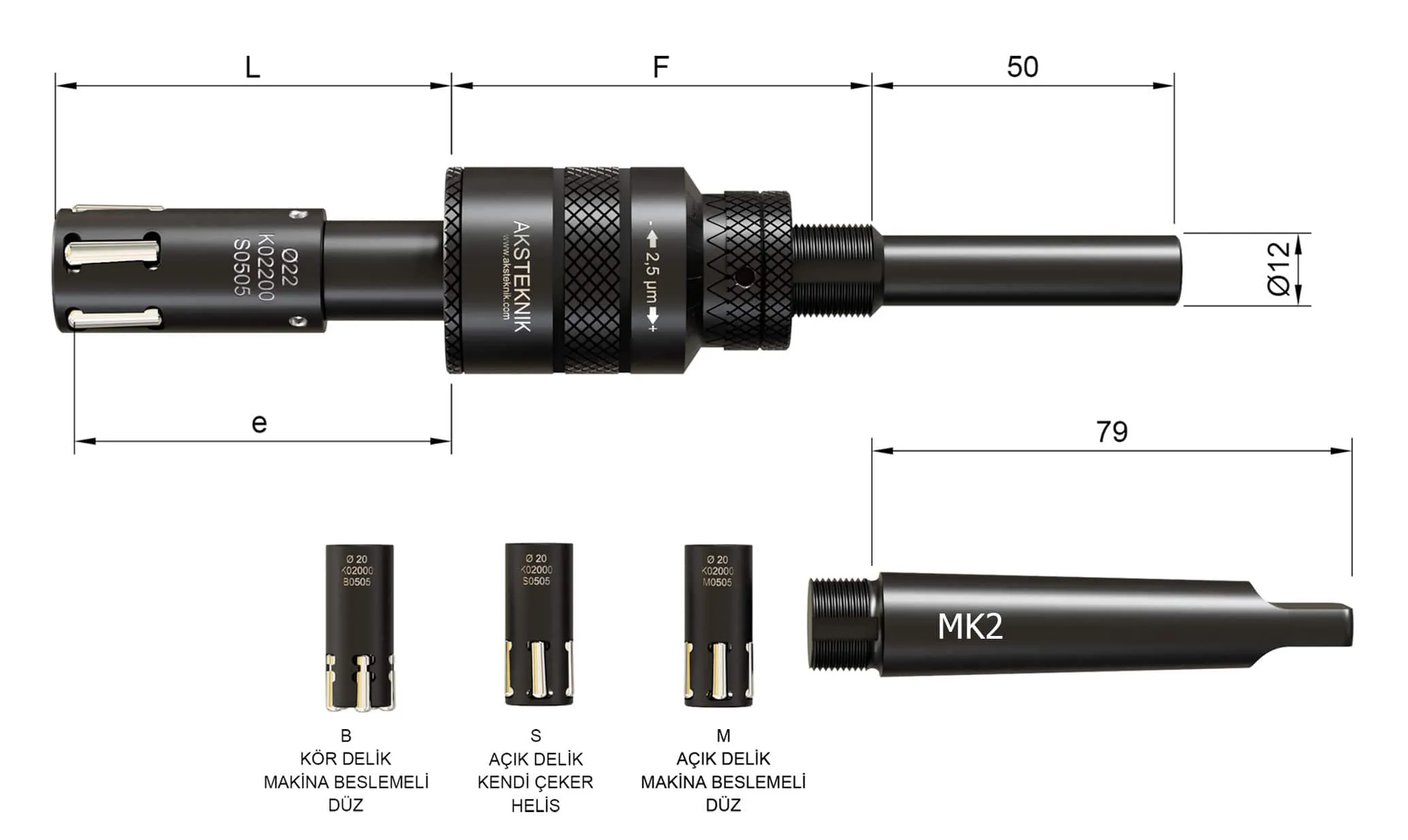
Types d'outils
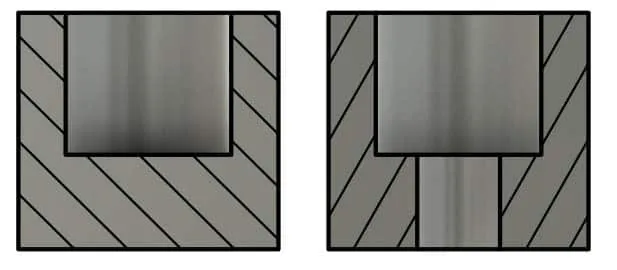
Configurations pour trous débouchants et trous borgnes


Caractéristiques techniques
Caractéristiques techniques des outils de galetage intérieur





Ø 9 mm – Ø 18,5 mm
| Dia Ø | Plage de réglage | Dimensions | Galets | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Trou débouchant | Trou borgne | Longueur utile | Trou débouchant | Trou borgne | |||||
| M/S | B | e | L | F | Code | Nombre de galets | Code | Nombre de galets | |
| 9–9.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM02 | 4 | BB02 | 4 |
| 10–10.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM03 | 4 | BB03 | 4 |
| 11–16.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM03 | 5 | BB03 | 5 |
| 17–18.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM05 | 5 | BB05 | 5 |
Ø 19 mm – Ø 25 mm
| Dia Ø | Plage de réglage | Dimensions | Galets | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Trou débouchant | Trou borgne | Longueur utile | Trou débouchant | Trou borgne | |||||
| M/S | B | e | L | F | Code | Nombre de galets | Code | Nombre de galets | |
| 19–25 | -0.10 +0.40 | -0.00 +0.25 | 60 | 66 | 70 | BM05 | 5 | BB05 | 5 |
Ø 25 mm – Ø 35 mm
| Dia Ø | Plage de réglage | Dimensions | Galets | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Trou débouchant | Trou borgne | Longueur utile | Trou débouchant | Trou borgne | |||||
| M/S | B | e | L | F | Code | Nombre de galets | Code | Nombre de galets | |
| 25–28 | -0.10 +0.40 | -0.00 +0.25 | 65 | 72 | 67 | BM05 | 5 | BB05 | 5 |
| 28.5–35 | -0.10 +0.40 | -0.00 +0.25 | 65 | 72 | 67 | BM08 | 5 | BB08 | 5 |
Ø 35,5 mm – Ø 49,5 mm

À partir de Ø 35,5 mm, la longueur utile est illimitée — l'outil peut galeter des alésages de toute profondeur.
| Dia Ø | Plage de réglage | Longueur utile | Galets | ||||
|---|---|---|---|---|---|---|---|
| M/S | B | Code | Nombre de galets | Code | Nombre de galets | ||
| 35.5–49.5 | -0.10 +0.40 | -0.00 +0.25 | ∞ Illimitée | BM08 | 5 | BB08 | 5 |
Ø 50 mm – Ø 85 mm

| Dia Ø | Plage de réglage | Longueur utile | Galets | ||||
|---|---|---|---|---|---|---|---|
| M/S | B | Code | Nombre de galets | Code | Nombre de galets | ||
| 50–52 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitée | BM12 | 5 | BB12 | 5 |
| 53–70 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitée | BM12 | 7 | BB12 | 7 |
| 71–85 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitée | BM12 | 9 | BB12 | 9 |
Ø 86 mm – Ø 160 mm

| Dia Ø | Plage de réglage | Longueur utile | Galets | ||||
|---|---|---|---|---|---|---|---|
| M/S | B | Code | Nombre de galets | Code | Nombre de galets | ||
| 86–99 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitée | BM16 | 9 | BB16 | 9 |
| 100–109 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitée | BM16 | 11 | BB16 | 11 |
| 110–121 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitée | BM20 | 9 | BB20 | 9 |
| 122–150 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitée | BM20 | 11 | BB20 | 11 |
| 151–160 | -0.10 +0.80 | -0.00 +0.25 | ∞ Illimitée | BM20 | 13 | BB20 | 13 |
Manuel d'utilisation
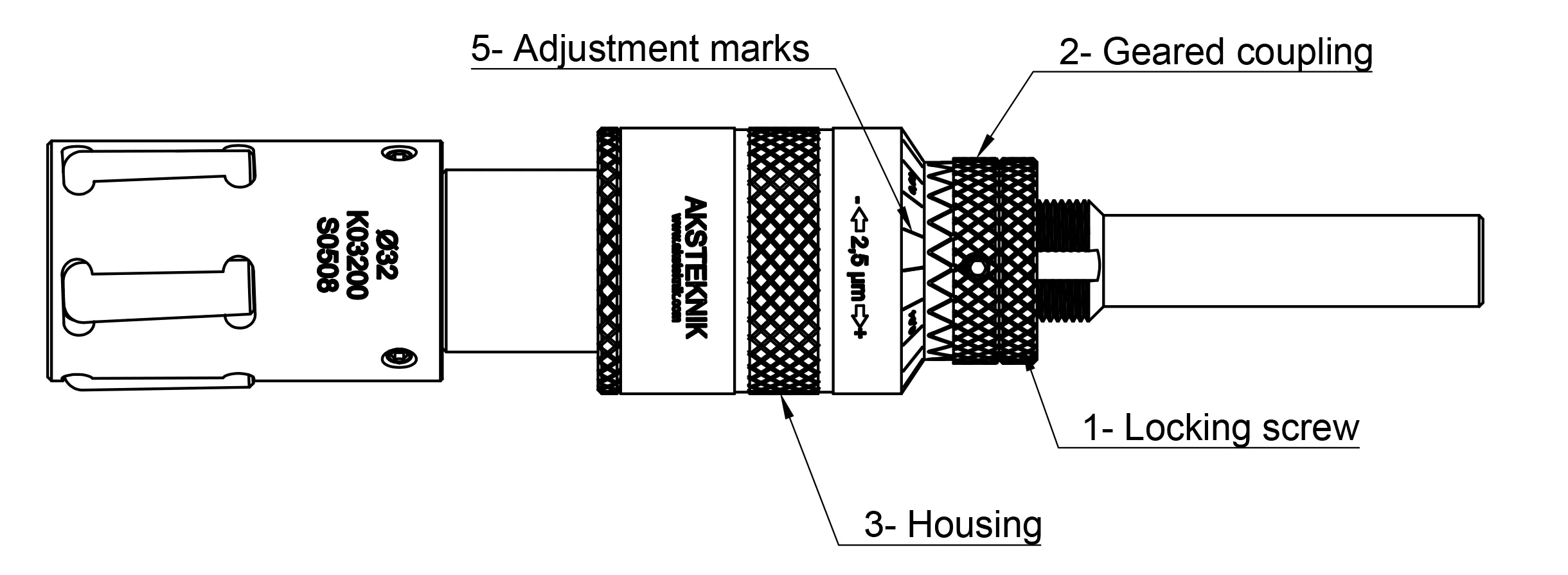
Mise en route et réglage
- 1
Desserrer la vis de blocage
Desserrer l'écrou de blocage pour permettre la rotation du corps.
- 2
Reculer l'accouplement à crantage
Désengager l'accouplement à crantage pour que le corps puisse tourner librement.
- 3
Contracter l'outil
Tourner le corps vers la droite (sens horaire) pour réduire le diamètre afin que l'outil glisse facilement dans l'alésage.
- 4
Expanser jusqu'au contact
Tourner le corps vers la gauche (sens antihoraire) pour expanser jusqu'à ce que les galets entrent en contact avec la surface de l'alésage. Retirer ensuite l'outil.
- 5
Régler la surépaisseur
À l'aide des graduations sur le corps (chaque graduation = 2,5 µm = 0,0025 mm), ajuster le diamètre en fonction de la surépaisseur restante dans l'alésage.
- 6
Tester et affiner
Effectuer la passe de galetage sur une pièce et vérifier les dimensions ainsi que l'état de surface. Ne pas galeter la même pièce plus de deux fois. Toujours resserrer l'écrou de blocage après chaque réglage.
Porte-outils
Options de queue
| Type | Tailles disponibles | Remarques |
|---|---|---|
| Weldon | 12, 20, 25, 32 mm | Compatible avec les porte-pinces, porte-outils hydrauliques et porte-outils frettés standard |
| Cône Morse | MT2, MT3, MT4, MT5 | Montage direct dans la broche de tours et perceuses à colonne |
Recommandations
Lubrification, alignement et bonnes pratiques
Lubrification
- Maintenir un débit constant de lubrifiant propre — arroser l'outil et la pièce
- Pour la plupart des métaux : huile de lubrification standard, légère et de faible viscosité
- Lubrifiants solubles dans l'eau : concentration de 8 % ou plus
- Aluminium / magnésium : huile paraffinique raffinée de faible viscosité
Alignement et utilisation
- Tolérance de désalignement : 0,10 mm acceptable — au-delà, risque de fatigue du mandrin
- Toujours utiliser en rotation dans le sens horaire
- Épaisseur de paroi minimale : 10 % du diamètre de l'alésage
- Ne jamais galeter la même pièce plus de deux fois
Commande
Structure du code de commande
Les outils de galetage intérieur suivent le format de code : TI [diamètre] [type] [galets]-[porte-outil]
| Segment | Signification | Exemple |
|---|---|---|
| TI | Outil intérieur | TI |
| Diamètre à 5 chiffres | Ø alésage en mm × 100 | 06000 = Ø 60,00 mm |
| M / S / B | Avance machine / Auto-avance / Trou borgne | M |
| Galets à 4 chiffres | Quantité (2 chiffres) + taille mm (2 chiffres) | 0712 = 7 × Ø 12 mm |
| Porte-outil | Weldon : 12, 20, 25, 32 — Morse : M2–M5 | M3 |
Exemple : TI 06000 M 0712-M3 = Intérieur, Ø 60,00 mm, avance machine, 7 × Ø 12 mm galets, Morse 3
FAQ
Questions fréquentes
-
Sur quels matériaux le galetage peut-il être appliqué ?
Le galetage peut être appliqué sur la plupart des métaux, y compris l'acier, l'aluminium, le cuivre, l'acier inoxydable et le titane. La dureté de la pièce doit généralement être inférieure à 40 HRC. Les matériaux non trempés sont en général plus adaptés à ce procédé.
-
Comment le galetage affecte-t-il la dureté de surface ?
Le procédé augmente la dureté en exerçant une pression sur la surface. Il en résulte une surface plus résistante et plus lisse. La structure granulaire comprimée résiste mieux à l'usure qu'une surface coupée de même valeur de rugosité.
-
Comment s'effectue le réglage du diamètre ?
Le réglage du diamètre s'effectue en tournant le mécanisme de réglage sur le corps de l'outil, graduation par graduation. Chaque graduation représente 2,5 µm (0,0025 mm) et un tour complet correspond à 0,05 mm. Étant donné qu'une partie du matériau galeté récupère élastiquement, la variation dimensionnelle réelle est plus fine que le réglage mécanique.
-
Qu'est-ce que la surépaisseur et pourquoi est-elle importante ?
La surépaisseur est l'épaisseur de matière supplémentaire laissée sur la surface après le pré-usinage. Cette surépaisseur permet d'obtenir une surface lisse par galetage. Elle varie en fonction de la taille de la pièce et du type de matériau. Une surépaisseur de départ de 0,02–0,03 mm est généralement idéale.
-
Quels problèmes surviennent si la surépaisseur est trop élevée ou trop faible ?
Une surépaisseur excessive entraîne une consommation d'énergie inutile et des défauts de surface tels que le fretting et l'usure des galets. Une surépaisseur insuffisante provoque des ondulations en surface. Consultez toujours le tableau de surépaisseur pour déterminer les valeurs correctes.
-
Pourquoi le pré-usinage est-il important ?
Un pré-usinage adapté garantit l'obtention d'une surface de haute qualité. Le tournage ou l'alésage sont les opérations idéales pour la préparation des surfaces. La surface doit présenter une rugosité suffisante issue de l'opération d'usinage pour que le galetage puisse agir — le galetage comprime les pics dans les vallées.
-
Quelle est l'épaisseur de paroi appropriée pour le galetage ?
Une épaisseur de paroi d'au moins 10 % du diamètre de l'alésage est recommandée. Par exemple, une pièce de diamètre 20 mm doit avoir une épaisseur de paroi minimale de 2 mm. Les épaisseurs de paroi trop faibles augmentent le risque de déformation.
-
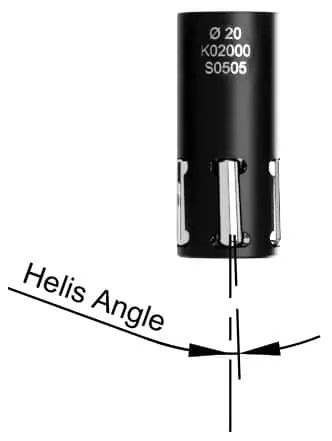
Que sont les outils à auto-avance et où sont-ils utilisés ?
La fonction d'auto-avance est obtenue grâce à l'angle d'hélice des galets. L'outil se tire de lui-même à travers l'alésage — il suffit de fournir la rotation. C'est idéal pour les perceuses à colonne et les tours universels. Les outils à auto-avance peuvent également être utilisés sur des machines CNC, à condition que l'avance machine soit supérieure à la vitesse naturelle d'entraînement des galets.
-
Pourquoi les outils pour trous borgnes ont-ils une plage de réglage du diamètre limitée ?
Dans les outils de galetage, le réglage du diamètre s'effectue par le mouvement avant/arrière de l'arbre conique. Lorsque l'outil s'expanse, le risque que la pointe de l'arbre conique touche le fond du trou augmente. Dans les trous étagés, l'arbre peut pénétrer dans la marche, ce qui permet une plage de réglage plus importante.
-
Quelles pièces s'usent et les galets peuvent-ils être remplacés individuellement ?
Les galets sont les principales pièces d'usure — ils sont en contact permanent avec la surface. Avec le temps, l'arbre conique s'use également. Les galets sont remplacés par jeu complet, pas individuellement. Après plusieurs remplacements de jeux de galets, l'arbre conique peut nécessiter un changement. La durée de vie de l'outil est nettement supérieure à celle des outils de coupe conventionnels, car le galetage est un procédé sans enlèvement de matière.
Applications
Exemples d'application
Le galetage intérieur est utilisé chaque fois qu'un alésage nécessite un diamètre précis, une faible rugosité de surface ou une meilleure tenue en fatigue. Les applications courantes incluent les vérins hydrauliques, les alésages de distributeurs pneumatiques, les sièges de roulements, les alésages d'engrenages et les composants de moulage par injection. Le procédé remplace le rodage et la rectification intérieure dans de nombreux cas, offrant une qualité de surface identique ou supérieure en une fraction du temps, sans déchet abrasif.

Produits associés
Autres outils de galetage
Besoin d'aide pour choisir le bon outil de galetage pour votre application ?
Nos ingénieurs vous recommanderont le type d'outil, la taille et les paramètres adaptés à la géométrie et au matériau de votre pièce.
Nous contacter