
FDT SX0 Outil d'ébavurage flexible
Outil d'ébavurage flexible entraîné par la broche, offrant une fiabilité de processus reproductible. Suit automatiquement les arêtes non définies de la pièce, sans alimentation en air comprimé.
- Entraîné par la broche — sans air comprimé, sans infrastructure supplémentaire
- Compense automatiquement les écarts d'arête non définis de 5 à 10 mm
- Conçu pour la production en série — chanfrein régulier d'un lot à l'autre
- Sans entretien — aucun composant pneumatique, aucun consommable hormis la fraise
Vue d'ensemble
Ébavurage flexible activé par la broche pour centres d'usinage CNC et tours
Le FDT SX0 est un outil d'ébavurage flexible conçu pour retirer automatiquement les bavures des pièces usinées CNC présentant des arêtes non définies ou variables. Son mécanisme de déflexion radiale à ressort suit le contour réel de la pièce et compense les écarts de 5 à 10 mm sans réglage manuel. La pression d'appui est réglable en continu via un mécanisme à ressort intégré, et la force de déflexion reste constante quel que soit l'angle de déflexion de la broche. L'outil est entraîné directement par la broche de la machine CNC — sans air comprimé, sans infrastructure supplémentaire, sans changement d'outil.
Le FDT SX0 est conçu pour la production en série. Le mécanisme flexible corrige automatiquement les écarts entre le contour programmé et la pièce réelle : chaque pièce d'un lot reçoit la même largeur de chanfrein, indépendamment des variations dimensionnelles ou de positionnement. Cette fiabilité de processus élevée et reproductible supprime le besoin d'ébavurage manuel, réduit le risque de blessure de l'opérateur et permet d'intégrer le cycle d'ébavurage sans surveillance dans le programme CNC existant.
Compatible avec les centres d'usinage CNC, les centres de tournage et les tours automatiques. Particulièrement efficace pour l'ébavurage d'arêtes profilées sur des pièces à géométrie variable ou non définie, là où les outils rigides ne maintiennent pas un contact régulier. Fonctionne sur tous les matériaux : acier, aluminium, fonte, métaux non ferreux et matériaux trempés.

Avantages
Principaux avantages
- Fiabilité de processus élevée et reproductible — le mécanisme à ressort est purement mécanique, indépendant de la pression d'air ou du savoir-faire de l'opérateur
- Conçu pour la production en série — largeur de chanfrein identique sur chaque pièce, poste après poste
- Pression d'appui latérale réglable en continu — définissez l'épaisseur d'ébavurage exacte pour chaque application
- Force de déflexion constante quel que soit l'angle de déflexion de la broche — contact régulier sur l'arête tout au long du contour
- Supprime l'ébavurage manuel — réduit les coûts de main-d'œuvre et le risque de blessure lié aux arêtes vives
- Programmation CNC simplifiée — programmez le contour nominal, l'outil compense automatiquement les écarts d'arête réels
- Sans entretien — aucun composant pneumatique, aucune conduite d'air, aucun intervalle de maintenance
- Aucune variation de largeur de chanfrein due aux fluctuations de pression d'air
- Avances et vitesses élevées : 3 000–8 000 tr/min, avance 2 000–4 000 mm/min
- Élimine les casses d'outil — le mécanisme flexible absorbe l'impact sur l'arête au lieu de le transmettre à la broche
- Conception compacte — s'insère dans tout magasin d'outils CNC ou changeur d'outils automatique
- Portée étendue en modifiant la longueur de fraise — accédez aux cavités profondes et aux zones difficiles d'accès sans changer d'outil
Caractéristiques techniques
Caractéristiques techniques
| Paramètre | Valeur |
|---|---|
| Code de commande | 20.420.00 |
| Activation | Via la broche machine (centres d'usinage CNC, centres de tournage, tours automatiques) |
| Vitesse de broche | 3 000 – 8 000 tr/min (vitesse de démarrage recommandée : 5 000 tr/min) |
| Avance | 2 000 – 4 000 mm/min (F = 3 000 mm/min recommandé ; maintenir constante dans les changements de direction) |
| Déflexion latérale max. | 5 mm (10 mm avec une fraise de 100 mm de long) |
| Angle de déflexion | Latéral — 5° |
| Pression d'appui | Réglable en continu via la vis de réglage arrière — l'outil est livré préréglé à la pression recommandée ; augmentez ou diminuez selon les besoins |
| Pince | ER-11 — livrée avec pince 6 mm en standard (accepte les pinces ⌀1–7 mm ; pince 6,4 mm / ¼" disponible pour les clients US sur demande) |
| Queue | Cylindrique 20 mm (standard) — porte-outil à pince ou hydraulique recommandé. Méplat Weldon disponible sur demande. Autres configurations spéciales possibles sur commande ; contactez AKS Teknik. |
| Matériaux | Tous matériaux — acier, acier inoxydable, aluminium, fonte, métaux non ferreux, matériaux trempés |
| Alimentation en air comprimé | Non requise |
| Maintenance | Totalement sans entretien |
| Variante — FDT EHS | Variante à ressort extra-dur pour les configurations utilisant des fraises longues lorsque la pression de ressort standard est insuffisante. Contactez AKS Teknik pour plus d'informations. |
| Configurations spéciales | Versions avec pinces ER16 et ER20, diamètres de queue non standard et configurations de porte-outils spéciales disponibles sur demande. Contactez AKS Teknik pour plus d'informations. |

Utilisation
Instructions d'utilisation
- 01
Programmer le contour nominal
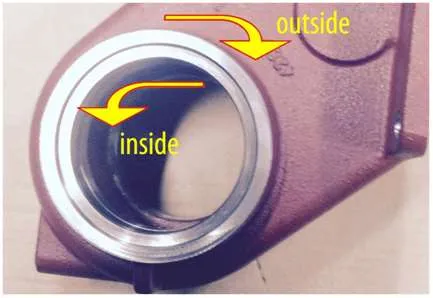
Programmez la trajectoire d'outil de manière à pénétrer de 1 à 3 mm dans le contour réel de la pièce. Ce décalage latéral maintient la fraise en pré-tension permanente contre l'arête tout au long du cycle. Plus la trajectoire programmée suit fidèlement le contour réel, plus le résultat d'ébavurage est régulier. Les mouvements d'approche et de retrait doivent être tangentiels lorsque la géométrie le permet.

Déflexion latérale de l'outil d'ébavurage Déflexion à ressort en action - 02
Régler le sens de coupe — sens horaire
Programmez la rotation de la broche dans le sens horaire (fraisage en avalant, vu de dessus). C'est le sens de coupe correct pour que la fraise carbure ébavure efficacement sans charger la broche flexible dans le sens contraire à sa course.
Sens de coupe - 03
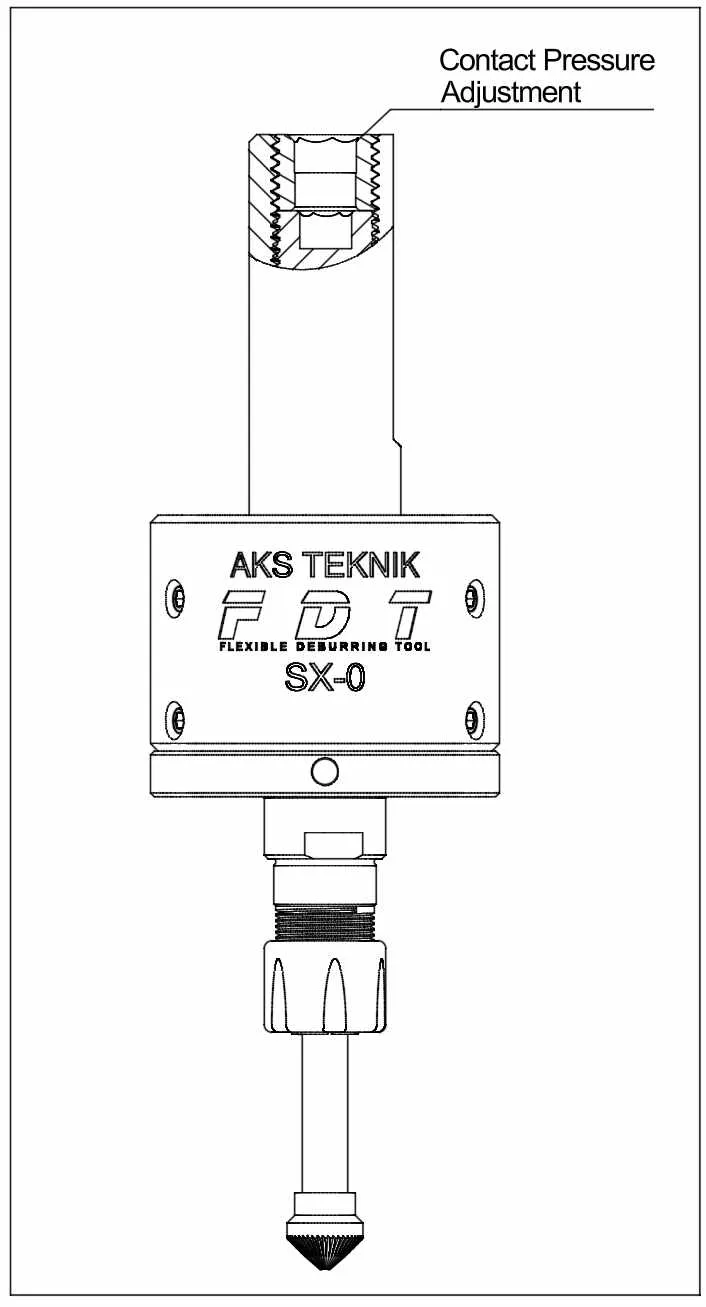
Régler la pré-tension latérale et la pression d'appui
Le FDT SX0 est livré préréglé à la pression d'appui recommandée via la vis de réglage arrière. Si la fraise tourne de manière irrégulière ou a tendance à sauter, la pression est trop faible : augmentez-la via la vis de réglage. Pression plus élevée → chanfrein plus large ; pression plus faible → chanfrein plus étroit.
Réglage de la pression d'appui - 04
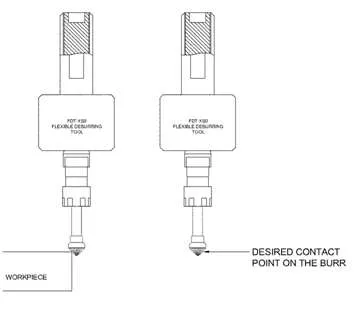
Régler la position axiale de la fraise
Positionnez l'outil de manière à ce que l'arête d'ébavurage entre en contact approximativement au milieu de la fraise conique. Travailler plus près de la pointe réduit le taux d'enlèvement et produit un chanfrein plus étroit ; travailler plus en arrière l'augmente. Remarque : l'épaisseur d'ébavurage dépend de la position axiale et de la pression d'appui, et non de la position latérale (correction de rayon) de l'outil.
Point de contact de la bavure - 05
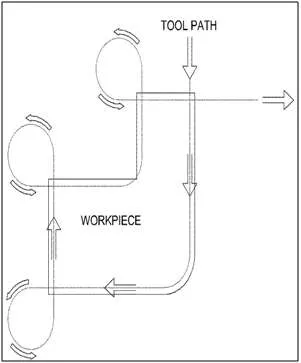
Programmer un rayon dans les changements de direction
Dans les angles intérieurs, programmez un petit rayon au lieu d'une transition à 90° vif. Cela empêche la fraise d'être en contact avec deux surfaces perpendiculaires en même temps, ce qui provoquerait des vibrations et un ébavurage irrégulier. Pour les angles extérieurs, prolongez la trajectoire au-delà de l'angle et changez de direction en dehors de la pièce.
Trajectoire d'outil d'ébavurage CNC sur le contour de la pièce - 06
Maintenir l'avance constante pendant le cycle
Maintenez une avance constante tout au long du cycle d'ébavurage, y compris dans les changements de direction. Toute variation d'avance entraîne des largeurs de chanfrein irrégulières. Si l'ébavurage est trop prononcé, augmentez l'avance ou réduisez la pression d'appui. Si le chanfrein est trop petit, réduisez l'avance ou augmentez la pression. Modifiez un seul paramètre à la fois et effectuez une passe d'essai après chaque ajustement.
- 07
Utiliser un lubrifiant de coupe pour les pièces en aluminium
Lors de l'ébavurage de l'aluminium, un lubrifiant de coupe est indispensable. Pour tous les autres matériaux, il n'est pas obligatoire mais améliore la qualité d'ébavurage et l'état de surface. Appliquez le lubrifiant via le système de refroidissement standard de la machine.
Choix de la fraise
Fraises d'ébavurage recommandées pour le FDT SX0
Le FDT SX0 utilise une pince ER-11 et accepte les fraises carbure d'ébavurage avec des diamètres de queue de ⌀0,5 mm à ⌀7 mm. La géométrie de la fraise — coupe fine ou brise-copeaux — et l'angle de pointe influencent directement la qualité d'ébavurage et le comportement vibratoire sur un outil flexible.
| Type de fraise | Caractéristiques | Cas d'utilisation |
|---|---|---|
| Fraise conique 90° coupe fine KSK · dia. 10 mm · queue 6 mm · Z3 | Arête de coupe continue, faible tendance aux vibrations, chanfrein net | Fraise de démarrage recommandée pour la plupart des applications. Fournie gracieusement avec les commandes de FDT SX0 chez AKS Teknik. |
| Fraise carbure 90° à géométrie brise-copeaux | Arête de coupe interrompue, meilleure évacuation des copeaux | Adaptée à l'enlèvement de bavures importantes. La géométrie brise-copeaux augmente la tendance aux vibrations sur les outils flexibles — privilégiez la géométrie coupe fine si la fraise tourne de manière irrégulière. |
| Fraise carbure 60° à géométrie brise-copeaux | Angle de pointe étroit, meilleur accès aux rayons intérieurs et aux angles profonds | À utiliser lorsque la géométrie 90° ne peut pas atteindre les détails internes étroits. Même précaution concernant les vibrations que pour la fraise brise-copeaux 90°. |
Si la fraise tourne de manière irrégulière ou a tendance à sauter, augmentez d'abord la pression d'appui latérale. Si le fonctionnement irrégulier persiste après le réglage de la pression, passez à une géométrie coupe fine avant de modifier d'autres paramètres. AKS Teknik dispose de fraises carbure d'ébavurage compatibles en plusieurs géométries — contactez-nous pour vérifier la disponibilité.
FAQ
Questions fréquentes
-
Qu'est-ce qu'un outil d'ébavurage flexible ?
Un outil d'ébavurage flexible est un outil de coupe compatible CNC doté d'un mécanisme de déflexion radiale à ressort qui suit automatiquement les arêtes non définies ou variables de la pièce. Contrairement aux outils rigides, il compense les écarts d'arête de 5 à 10 mm sans réglage manuel ni changement d'outil. Le FDT SX0 d'AKS Teknik est activé par la broche — entraîné directement par la broche machine à 3 000–8 000 tr/min, sans alimentation en air comprimé.
-
Comment fonctionne le FDT SX0 dans un centre d'usinage CNC ?
Le FDT SX0 possède une queue cylindrique de 20 mm et est entraîné par la broche machine. Les porte-outils à pince ou hydrauliques sont recommandés pour un faux-rond optimal et pour éviter les marques de serrage. Des diamètres de queue spéciaux (16 mm, 12 mm) et un méplat Weldon sont disponibles sur demande — contactez AKS Teknik. Un mécanisme flexible intégré permet à la fraise carbure ER-11 de se déplacer latéralement jusqu'à 5 mm (10 mm avec une fraise longue de 100 mm), en maintenant une pression d'appui régulière sur l'arête de la pièce. Le cycle d'ébavurage complet est programmé dans la CNC à partir du contour nominal de la pièce ; l'outil compense automatiquement les écarts d'arête réels, sans intervention de l'opérateur ni changement d'outil séparé.
-
Le FDT SX0 nécessite-t-il une alimentation en air comprimé séparée ?
Non. Le FDT SX0 est entraîné par la broche et fonctionne sans air comprimé. C'est un avantage majeur par rapport aux outils d'ébavurage pneumatiques, qui dépendent d'une pression d'air stable pour garantir des largeurs de chanfrein régulières. Avec le FDT SX0, la qualité d'ébavurage est indépendante des variations de pression d'air de l'atelier, ce qui le rend parfaitement adapté aux postes sans surveillance et aux équipes de nuit en production automatisée.
-
Pour quelles géométries de pièce le FDT SX0 est-il adapté ?
Le FDT SX0 est particulièrement efficace pour l'ébavurage d'arêtes profilées — des pièces présentant des arêtes variables ou non définies, là où un outil rigide ne maintient pas un contact régulier sur l'ensemble du contour. Le mécanisme flexible suit automatiquement l'arête réelle et compense les écarts entre le contour programmé et le contour réel. Des fraises de longueur étendue permettent d'accéder aux zones en retrait ou difficiles d'accès, et la trajectoire d'outil complète est programmable dans le cycle CNC existant.
-
Quelle est la différence entre le FDT SX0 et les outils d'ébavurage FDT AXIAL ?
Le FDT SX0 se déplace radialement (latéralement, jusqu'à 5°), ce qui le rend idéal pour l'ébavurage d'arêtes profilées et de profils à géométrie variable ou non définie. La série FDT AXIAL se déplace dans la direction axiale (axe Z), mieux adaptée à l'ébavurage de faces planes, aux chanfreins d'entrée et de sortie de perçages, et aux applications en poussée/traction. Les deux familles sont entraînées par la broche, ne nécessitent aucun changement d'outil et utilisent des pinces ER-11 avec des fraises carbure d'ébavurage standard.
-
Comment la vitesse de broche, l'avance et la pression d'appui influencent-elles le résultat d'ébavurage ?
Chaque paramètre a un effet direct et prévisible sur la largeur et la qualité du chanfrein. Augmenter la vitesse de broche accentue l'effet d'ébavurage et améliore l'état de surface. Augmenter l'avance réduit l'effet d'ébavurage : une avance plus faible produit un chanfrein plus large. Une pression d'appui latérale plus forte élargit également le chanfrein. La position axiale de la fraise (la distance entre la pointe et le point de contact avec l'arête) est le principal paramètre de contrôle du taux d'enlèvement — travailler plus près de la pointe réduit l'enlèvement de matière. Ajustez un seul paramètre à la fois et effectuez une passe d'essai après chaque modification afin d'isoler clairement l'effet.
-
Quel type de fraise d'ébavurage utiliser avec le FDT SX0 ?
Le FDT SX0 accepte les fraises carbure d'ébavurage de ⌀0,5 mm à ⌀7 mm de diamètre de queue via sa pince ER-11. Pour la plupart des applications, une fraise carbure conique 90° coupe fine — type KSK, dia. 10 mm, queue 6 mm, Z3 universelle moyenne — offre des chanfreins nets et réguliers avec une faible tendance aux vibrations. C'est la fraise fournie gracieusement par AKS Teknik avec les commandes de FDT SX0. Les fraises à géométrie brise-copeaux en 60° et 90° sont également compatibles et efficaces sur les bavures importantes, mais la géométrie brise-copeaux accentue la tendance aux vibrations sur les outils flexibles — la géométrie coupe fine est à privilégier dans la majorité des cas. Si la fraise tourne de manière irrégulière ou saute pendant l'utilisation, augmentez d'abord la pression d'appui latérale. Si le fonctionnement irrégulier persiste, le changement de géométrie de fraise est l'étape recommandée.
-
Le FDT SX0 peut-il être utilisé sur des tours CNC ?
Oui. Le FDT SX0 est compatible avec les centres d'usinage CNC, les centres de tournage et les tours automatiques — toute machine acceptant un outil à queue de 20 mm. Aucune installation supplémentaire (connexion d'air comprimé, indexage de broche) n'est requise. L'outil est entraîné par la broche machine et le cycle d'ébavurage est entièrement intégré au programme CNC existant. La queue standard est cylindrique 20 mm ; les porte-outils à pince ou hydrauliques sont recommandés pour un faux-rond optimal et pour éviter les marques de serrage. Pour les tours à outils tournants utilisant un porte-outil ER25, AKS Teknik fournit une pince spéciale ER25–20 mm permettant de monter l'outil directement dans la tourelle sans modification de la machine. Le méplat Weldon est disponible sur demande.
Applications
Secteurs et pièces types


Vidéos
FDT SX0 en action
Téléchargements
Documents techniques
Produits associés
Autres outils d'ébavurage
Prêt à automatiser votre processus d'ébavurage ?
Notre équipe technique vous aide à choisir l'outil adapté à votre application et à votre matériau.
Nous contacter