
FDT AXIAL (F) Outil d'ébavurage
Outil d'ébavurage axial type poussée à déflexion — compense automatiquement les profils de hauteur variable et les surfaces courbes, sans alimentation en air comprimé.
- Entraîné par la broche — sans air comprimé, sans infrastructure supplémentaire
- Course axiale en poussée de 10 mm — compense automatiquement les écarts de position axiaux et radiaux
- Force de pré-tension réglable en continu via la vis de réglage arrière — réglages répétables
- Pince ER-11 — livrée avec pince 6 mm en standard (accepte les pinces ⌀1–7 mm ; pince 6,4 mm / ¼" disponible pour les clients US sur demande)
Vue d'ensemble
Ébavurage axial type poussée pour machines CNC, robots et centres d'usinage
Le FDT AXIAL (F) est un outil d'ébavurage simple et économique, entraîné par la broche, destiné aux centres d'usinage CNC, machines CN et robots industriels. En maintenant une pression constante de l'arête de coupe contre la surface de la pièce dans la direction axiale (axe Z), le FDT AXIAL (F) ébavure de manière fiable les côtés et les faces des pièces usinées.
L'outil possède une course en poussée de 10 mm dans la direction axiale et est particulièrement efficace pour l'ébavurage de profils de hauteur variable ou de perçages sur des surfaces courbes. Réglez la hauteur de l'axe Z en appliquant une pression de 1 à 2 mm à partir du point le plus éloigné de la broche (la coordonnée Z la plus basse) — le FDT AXIAL (F) compensera automatiquement les variations d'altitude tout au long du cycle d'ébavurage.
La force de pré-tension axiale est réglable en continu via une vis de réglage arrière — l'outil est livré préréglé à la pression recommandée et peut être augmenté ou diminué selon les besoins. Trois types de ressorts (souple, moyen, dur) couvrent la gamme complète de matériaux, chaque ressort offrant sa propre plage de réglage en continu via la vis.
Au-delà de l'ébavurage, le FDT AXIAL (F) convient au fraisage de résidus de matière saillants sur les pièces en fonte et aux opérations de finition de surface à l'aide de meules compatibles — le tout via la même interface de pince ER-11.

Avantages
Principaux avantages
- Conception simple et économique — moins de composants que les outils pneumatiques, coût unitaire réduit
- Course axiale en poussée de 10 mm — compense automatiquement les écarts de position axiaux et radiaux sans reprogrammation
- Pré-tension réglable en continu via la vis de réglage arrière — ajustez la pression d'appui sans changer de ressort ; livré préréglé à la pression recommandée
- 3 types de ressorts disponibles — souple, moyen et dur pour s'adapter à la dureté du matériau et à l'état de l'arête
- Aucune alimentation en air comprimé nécessaire — entraîné par la broche, aucune infrastructure pneumatique requise
- Compatible avec les machines CNC et les robots — s'adapte à tout porte-outil acceptant une queue cylindrique 20 mm ou un méplat Weldon
- Système de pince ER-11 — livrée avec pince 6 mm en standard (accepte les pinces ⌀1–7 mm ; pince 6,4 mm / ¼" disponible pour les clients US sur demande)
- Adapté aux surfaces courbes — compense les variations de hauteur sur les faces de pièces non planes et inclinées
- Compatible avec les pièces en fonte — fraise les résidus de matière saillants en plus de l'ébavurage d'arêtes standard
- Fraisage en avalant — pour un chanfrein net et une usure réduite de la fraise
Caractéristiques techniques
Caractéristiques techniques
| Paramètre | Valeur |
|---|---|
| Code de commande | 21.420.00 |
| Activation | Via la broche machine (centres d'usinage CNC, machines CN, robots) |
| Type de déflexion | Axiale — poussée (direction de l'axe Z) |
| Course axiale max. | 10 mm (poussée) |
| Vitesse de broche | 3 000–10 000 tr/min |
| Avance | 2 000–4 000 mm/min |
| Décalage axe Z | 1–2 mm sous la coordonnée Z la plus basse (point le plus éloigné de la broche) |
| Sens de fraisage | En avalant — rotation horaire de la broche |
| Pression d'appui | Réglable en continu via la vis de réglage arrière — l'outil est livré préréglé à la pression recommandée ; augmentez ou diminuez selon les besoins |
| Options de ressort | 3 types — souple / moyen / dur ; chacun réglable en continu dans sa propre plage via la vis de réglage |
| Pince | ER-11 — livrée avec pince 6 mm en standard (accepte les pinces ⌀1–7 mm ; pince 6,4 mm / ¼" disponible pour les clients US sur demande) |
| Queue | Cylindrique 20 mm (standard) — porte-outil à pince ou hydraulique recommandé. Méplat Weldon disponible sur demande. Autres configurations spéciales possibles sur commande ; contactez AKS Teknik. |
| Alimentation en air comprimé | Non requise |
| Variantes et options | Outil standard : pince ER-11, queue Ø20 mm. Versions avec pinces ER-16, ER-20 et ER-25 disponibles sur demande. Modèles à corps plus grand et force de ressort élevée fabriqués sur commande spéciale — contactez AKS Teknik. |
Utilisation
Instructions d'utilisation
- 01
Sélectionner le ressort approprié
Choisissez parmi les trois types de ressorts disponibles — souple, moyen ou dur. La différence de force entre les types est relativement faible : la sélection constitue un point de départ plutôt qu'une règle stricte. Pour l'aluminium et les alliages légers, le ressort souple est un choix de départ raisonnable. Pour l'acier et la fonte, commencez par le moyen. Passez au dur uniquement si le moyen ne produit pas un chanfrein suffisant. Une fois le ressort installé, affinez la pression d'appui dans sa plage à l'aide de la vis de réglage arrière.
- 02
Régler le décalage de l'axe Z — 1 à 2 mm sous le point le plus bas
Réglez la hauteur de l'axe Z en appliquant une pression de 1 à 2 mm à partir du point le plus éloigné de la broche — la coordonnée Z la plus basse sur la surface de la pièce. Le FDT AXIAL (F) compensera automatiquement les variations d'altitude tout au long de la trajectoire d'ébavurage.
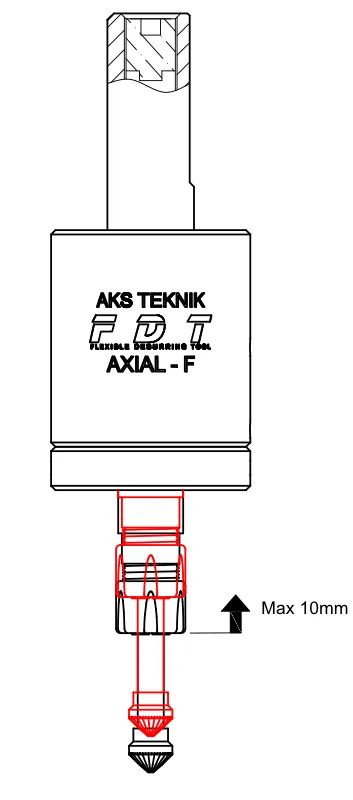
FDT AXIAL (F) Dessin technique Compression du ressort en action - 03
Régler le sens de coupe — sens horaire
Programmez la broche en rotation horaire (M03). Le FDT AXIAL (F) est conçu pour le fraisage en avalant — la fraise attaque l'arête dans le sens de l'avance, produisant un chanfrein net avec des efforts de coupe réduits et une usure moindre par rapport au fraisage conventionnel. Inverser le sens de rotation de la broche n'est pas recommandé et provoquera une défaillance prématurée de l'outil.
- 04
Régler la vitesse de broche et l'avance
Plage recommandée : 3 000–10 000 tr/min à F2 000–4 000 mm/min. Pour l'aluminium, utilisez la partie haute de la plage de vitesse et appliquez un débit généreux de liquide de coupe — cela produit une arête nette et prolonge la durée de vie de la fraise. Pour l'acier et la fonte, commencez à mi-plage et ajustez en fonction du résultat du chanfrein. Maintenez l'avance constante tout au long du cycle ; les variations d'avance provoquent des largeurs de chanfrein irrégulières. Modifiez un seul paramètre à la fois et effectuez une passe d'essai après chaque ajustement.
- 05
Effectuer une passe d'essai et ajuster la pression d'appui
Effectuez une seule passe d'ébavurage et inspectez le chanfrein. Si le résultat est trop léger (bavure résiduelle), augmentez la pression d'appui via la vis de réglage arrière — ou passez à un ressort plus dur. Si la fraise laisse des marques ou le chanfrein est trop large, réduisez la pression. Modifiez un seul paramètre à la fois et effectuez une passe d'essai après chaque ajustement.
Choix de la fraise
Fraises d'ébavurage recommandées pour le FDT AXIAL (F)
Le FDT AXIAL (F) utilise une pince ER-11 et accepte les fraises carbure d'ébavurage avec des diamètres de queue de ⌀0,5 mm à ⌀7 mm — livré avec pince 6 mm en standard (pince 6,4 mm / ¼" disponible pour les clients US sur demande). La géométrie de la fraise — coupe fine ou brise-copeaux, et angle de pointe — influence directement la qualité d'ébavurage et le comportement vibratoire de l'outil.
| Type de fraise | Caractéristiques | Cas d'utilisation |
|---|---|---|
| Fraise conique 90° coupe fine KSK · dia. 10 mm · queue 6 mm · Z3 | Arête de coupe continue, faible tendance aux vibrations, chanfrein net | Fraise de démarrage recommandée pour la plupart des applications. Fournie gracieusement avec les commandes de FDT AXIAL (F) chez AKS Teknik. |
| Fraise carbure 90° à géométrie brise-copeaux | Arête de coupe interrompue, meilleure évacuation des copeaux | Adaptée à l'enlèvement de bavures importantes. La géométrie brise-copeaux augmente la tendance aux vibrations — utilisez la géométrie coupe fine si la fraise tourne de manière irrégulière. |
| Fraise carbure 60° à géométrie brise-copeaux | Angle de pointe étroit, meilleur accès aux rayons intérieurs et aux angles profonds | À utiliser lorsque la géométrie 90° ne peut pas atteindre les détails internes étroits. Même précaution concernant les vibrations que pour la fraise brise-copeaux 90°. |
Si la fraise tourne de manière irrégulière ou a tendance à sauter, augmentez d'abord la pression d'appui via la vis de réglage arrière. Si le fonctionnement irrégulier persiste après le réglage de la pression, passez à une fraise à géométrie coupe fine avant de modifier d'autres paramètres. AKS Teknik dispose de fraises carbure d'ébavurage compatibles en plusieurs géométries — contactez-nous pour vérifier la disponibilité.
FAQ
Questions fréquentes
-
Qu'est-ce que le FDT AXIAL (F) et en quoi diffère-t-il du FDT SX0 ?
Les deux outils se montent dans une broche CNC et utilisent un mécanisme à ressort pour maintenir un contact constant de la fraise — mais dans des directions différentes. Le FDT SX0 se déplace latéralement (radialement, dans le plan XY), ce qui le rend idéal pour suivre les arêtes dont la géométrie est variable ou non définie. Le FDT AXIAL (F) se déplace axialement (dans la direction Z, type poussée), ce qui en fait le bon choix lorsque la pièce présente des variations de hauteur le long de la trajectoire d'ébavurage — perçages sur surfaces inclinées, profils étagés ou pièces en fonte avec des faces irrégulières.
En pratique, le FDT AXIAL (F) assure également un certain degré de compensation radiale automatique : la géométrie conique de la fraise 90° permet à l'outil de se centrer sur l'arête et d'absorber de faibles écarts XY. Le FDT AXIAL (F) convient donc à de nombreuses applications communes avec le FDT SX0 — et constitue souvent une alternative plus économique lorsque la géométrie de la pièce n'exige pas une déflexion latérale complète. -
Qu'est-ce que la déflexion axiale et quand est-elle le bon choix ?
La déflexion axiale signifie que l'outil de coupe peut reculer dans l'axe Z (vers le haut dans la broche) jusqu'à 10 mm contre un ressort précontraint. Lorsque l'outil rencontre une zone surélevée de la pièce, le ressort se comprime et la fraise maintient le contact sans s'enfoncer. C'est la solution idéale pour : les profils de hauteur variable le long de la trajectoire d'ébavurage, les perçages sur des surfaces courbes ou inclinées où les niveaux Z d'entrée et de sortie diffèrent, et les pièces en fonte avec des résidus de plan de joint irréguliers. Si votre pièce est plane et que la variation se situe dans la géométrie XY (formes de contour), le FDT SX0 avec déflexion latérale est le meilleur choix.
-
Comment régler correctement la pression de ressort pour mon application ?
Utilisez la vis de réglage arrière pour ajuster la pré-tension axiale en continu — l'outil est livré préréglé à la pression recommandée, donc dans de nombreux cas aucun réglage n'est nécessaire pour démarrer. Si le chanfrein est trop léger, augmentez la pression via la vis ; si l'outil marque la surface, réduisez-la. Pour les matériaux légers (aluminium, laiton), commencez par une pression faible et augmentez jusqu'à obtenir un chanfrein net. Pour l'acier ou les bavures importantes, augmentez la pression ou passez au ressort moyen ou dur.
-
Le FDT AXIAL (F) peut-il être utilisé sur des surfaces courbes ?
Oui. La course en poussée de 10 mm permet à l'outil de compenser automatiquement les différences de hauteur le long de la trajectoire programmée. Réglez le décalage de l'axe Z à 1–2 mm sous le point le plus bas (le point le plus éloigné de la broche) sur la surface de la pièce. Lorsque l'outil se déplace sur des zones plus hautes, le ressort se comprime et la fraise reste en contact — aucune programmation CNC supplémentaire n'est nécessaire pour la compensation de hauteur.
-
Quelles fraises d'ébavurage sont compatibles avec le FDT AXIAL (F) ?
Le FDT AXIAL (F) utilise une pince ER-11 et est livré avec une pince 6 mm en standard — la même interface de fraise que le FDT SX0. Il accepte les fraises carbure d'ébavurage et les meules avec des diamètres de queue de ⌀1 mm à ⌀7 mm. La fraise de démarrage recommandée est la fraise carbure conique 90° (géométrie coupe fine) — elle couvre la majorité des applications d'ébavurage d'arêtes. Une pince 6,4 mm (¼") est disponible pour les clients US sur demande.
-
Le FDT AXIAL (F) peut-il être utilisé sur des tours CNC ?
Oui. Le FDT AXIAL (F) est compatible avec les centres d'usinage CNC, les machines CN, les centres de tournage et les robots — toute machine acceptant un outil à queue de 20 mm. Aucune installation supplémentaire telle qu'une connexion d'air comprimé n'est requise. L'outil est entraîné par la broche machine et le cycle d'ébavurage est entièrement intégré au programme CNC existant. La queue standard est cylindrique 20 mm — les porte-outils à pince ou hydrauliques sont recommandés pour un faux-rond optimal et pour éviter les marques de serrage. Pour les tours à outils tournants utilisant un porte-outil ER25, AKS Teknik fournit une pince spéciale ER25–20 mm permettant de monter l'outil directement dans la tourelle sans modification de la machine. Le méplat Weldon est disponible sur demande.
Applications
Secteurs et pièces types


Vidéos
FDT AXIAL (F) en action
Téléchargements
Documents techniques
Produits associés
Autres outils d'ébavurage
Prêt à automatiser votre processus d'ébavurage ?
Notre équipe technique vous aide à choisir l'outil adapté à votre application et à votre matériau.
Nous contacter