
Einrollen-Glattwalzwerkzeug
Federgelagerte Einzelrolle für die Bearbeitung von Außenflächen — für zylindrische, konische, plane und konturierte Flächen. Ra 0,034 µm nachgewiesen. Einfach, wirtschaftlich und auf nahezu jeder Drehmaschine leicht einsetzbar.
- Oberflächenqualität: Ra < 0,1 µm — Ra 0,034 µm nachgewiesen
- Geeignet für alle Metallarten bis 40–45 HRC
- Patentierter flexibler Federkopf — schützt die Drehmaschine vor starren Belastungen
- Zylindrische, konische, plane, Kehlen- und Konturflächen
- Für Links- und Rechtsbearbeitung geeignet
- Vierkantschäfte 20×20 mm und 25×25 mm
Überblick
Einrollen-Glattwalzen — vielseitig für Außenflächen
Das SRF verwendet eine einzelne gehärtete Rolle, die auf einem patentierten flexiblen Federkopf montiert ist. Während sich das Werkstück auf der Drehmaschine dreht, drückt die Rolle mit kontrollierter Kraft auf die Oberfläche. Rauheitsspitzen werden dabei plastisch in die Täler umgeformt und erzeugen so eine spiegelähnliche Oberfläche.
Im Gegensatz zu Mehrrollen-Werkzeugen, die eine Bohrung oder Welle umschließen, kontaktiert das Einrollen-Design die Oberfläche nur von einer Seite. Dadurch ist es deutlich vielseitiger: Es kann zylindrische Flächen, Kegel, Planflächen, Kehlen, Radien und komplexe Konturen bearbeiten, die mit Mehrrollen-Werkzeugen nicht erreichbar sind.
Die Glattwalzkraft wird über den flexiblen Federkopf von der Maschine auf das Werkstück übertragen, wodurch ein starrer Kontakt vermieden wird. Das schützt Spindellager und Führungen der Drehmaschine und sorgt gleichzeitig auch bei kleinen Oberflächenabweichungen für eine konstante Anpresskraft.

- Ra 0,034 µm nachgewiesen — spiegelähnliche Oberfläche auf allen Metallen
- Zylindrische, konische, plane, Kehlen- und Konturflächen
- Patentierter flexibler Federkopf — schützt die Drehmaschine vor Stoßbelastungen
- Links- und Rechtsbearbeitung — umkehrbarer Rollenkopf
- Keine Späne, kein Staub — sauberer und leiser Prozess
- Für CNC- und Universal-Drehmaschinen — in jeden Werkzeughalter einspannbar
Video
SRF Einrollen-Glattwalzwerkzeug im Einsatz — Ra 0,034 µm
Sehen Sie das SRF Einrollen-Glattwalzwerkzeug im Einsatz auf einer CNC-Drehmaschine. Das Video zeigt die Bearbeitung am Werkstück, das fertige Teil und die mit einem Rauheitsmessgerät verifizierte Oberflächenrauheit von Ra 0,034 µm.
Werkzeugaufbau
SRF Werkzeugkomponenten und Abmessungen
Das SRF besteht aus 8 Präzisionskomponenten, die zu einer kompakten, wartungsfreien Einheit montiert sind.
Werkzeugkomponenten
- Käfig — nimmt die Rollen- und Kegelbaugruppe auf
- Rolle — gehärtete Kontaktrolle, Ø 16 mm
- Kegel — konisches Element zur Positionierung der Rolle
- Lager — zentrales Lager für gleichmäßige Rotation
- Buchse — stützt die Lagerbaugruppe
- Stift — sichert die internen Komponenten
- Federkopf — patentierter flexibler Mechanismus zur Kraftregelung
- Schaft — 20×20 oder 25×25 mm Vierkant zum Spannen im Werkzeughalter
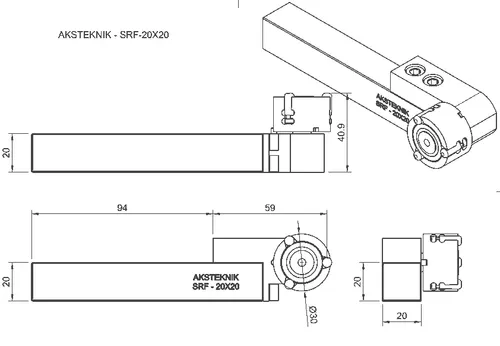
Wichtige Abmessungen (SRF-20X20)
| Parameter | Wert |
|---|---|
| Gesamtlänge | 94 mm |
| Schaftgröße | 20 × 20 mm |
| Käfigdurchmesser | Ø 30 mm |
| Gesamtbreite (mit Rolle) | 41 mm |
| Rollendurchmesser | Ø 16 mm |
Technische Daten
SRF Technische Daten
| Parameter | Wert |
|---|---|
| Erreichbare Oberflächenqualität | Ra < 0,1 µm (Ra 0,034 µm nachgewiesen) |
| Geeignete Werkstoffe | Alle plastisch verformbaren Metalle (Stahl, Edelstahl, Aluminium, Kupfer, Messing, Bronze, Gusseisen) |
| Max. Werkstückhärte | 40–45 HRC |
| Kraftregelung | Patentierter flexibler Federkopf |
| Max. Glattwalzdruck | 1 mm auf der X-Achse (2 mm auf dem Durchmesser) |
| Empfohlener Anfangsdruck | 0,4 mm auf der X-Achse (0,8 mm auf dem Durchmesser) |
| Vorbearbeitungsrauheit | 5–20 µm (Rz oder Rt) |
| Bearbeitungsrichtung | Links- und Rechtsbearbeitung (umkehrbarer Rollenkopf) |
| Anwendungsflächen | zylindrisch, konisch, plan, Kehle, Radius, Kontur |
| Werkzeug-Ausrichtungstoleranz | 90° ±0,05° (mit Messuhr prüfen) |
| Glattwalzwinkel | 1,0–1,5° |
| Kühlmittel | Standard-Kühlschmierstoff der Maschine |
Schnittwerte
Einrollen-Glattwalzen — Schnittwerte nach Werkstoff
Berechnen Sie die Spindeldrehzahl aus der Schnittgeschwindigkeit: RPM = Vc × 1000 / (Ø × 3,14). Beispiel: Werkstück Ø 50 mm bei Vc 50 m/min → RPM = 50×1000 / (50×3,14) = 318 U/min.
| Werkstoff | Schnittgeschwindigkeit (m/min) | Vorschub (mm/U) |
|---|---|---|
| Stahl | 50–150 | 0,05–0,5 |
| Edelstahl | 50–150 | |
| Gusseisen | 50–150 | |
| Aluminium | 50–200 | |
| Kupfer und Legierungen | 50–200 |
Formel für den Vorbearbeitungsvorschub
Um die empfohlene Vorbearbeitungsrauheit von 5–20 µm (Rz) zu erreichen, gilt:
Vorschub pro Umdrehung = Eckenradius des Drehwerkzeugs / 2
Beispiel: 0,2 mm/U Vorschub bei einem Drehwerkzeug mit Eckenradius R0,4 mm.
Einrichtanleitung
SRF Einricht- und Betriebsanleitung
- 1
Im Werkzeughalter spannen
Spannen Sie den Vierkantschaft des SRF in den Werkzeughalter Ihrer Drehmaschine. Richten Sie das Werkzeug so aus, dass die Rolle das Werkstück bei 90° ±0,05° berührt. Prüfen Sie die Ausrichtung mit einer Messuhr über eine Länge von 100 mm.
- 2
Glattwalzwinkel einstellen
Stellen Sie den Glattwalzwinkel auf 1,0–1,5° ein, damit die Rolle die Oberfläche korrekt kontaktiert.
- 3
Werkzeugoffset einstellen
Verwenden Sie ein Werkstück mit bekanntem Durchmesser. Drehen Sie mit niedriger Drehzahl (100 U/min). Verfahren Sie die X-Achse, bis die Rolle die Oberfläche berührt und das Zentrallager zu rotieren beginnt. Legen Sie diese Position als Werkzeugoffset der X-Achse fest.
- 4
Oberfläche vorbearbeiten
Drehen Sie das Werkstück auf nahezu Endmaß vor. Die vorbearbeitete Oberflächenrauheit sollte 5–20 µm (Rz oder Rt) betragen. Verwenden Sie: Vorschub pro Umdrehung = Eckenradius des Drehwerkzeugs / 2.
- 5
Glattwalzen
Beginnen Sie immer 2–3 mm innerhalb der Oberfläche. Verwenden Sie 0,4 mm Druck auf der X-Achse (0,8 mm auf dem Durchmesser) als Ausgangswert. Fahren Sie mit sauberem Kühlmittel und einem Vorschub von 0,05–0,5 mm/U entlang des Werkstücks.
Bearbeitungsrichtung
Das SRF-Werkzeug ist sowohl für Links- als auch für Rechtsbearbeitung geeignet. Drehen Sie den Rollenkopf einfach um, um ihn an die gewünschte Bearbeitungsrichtung anzupassen. Zusätzliche Teile sind nicht erforderlich.
Fehlersuche
Einrollen-Glattwalzen — Fehlersuche
Gewünschte Oberflächenqualität wird nicht erreicht
Causes: Glattwalzkraft zu gering, vorbearbeitete Oberfläche zu rau oder ungleichmäßig, Werkzeug falsch ausgerichtet.
Solution: Glattwalzkraft erhöhen. Qualität der Vorbearbeitungsoberfläche verbessern. Prüfen, ob das Werkzeug mit einer Messuhr auf 90° ±0,05° ausgerichtet ist.
Abplatzende oder rissige Oberfläche
Causes: Glattwalzkraft zu hoch, Vorschub zu hoch.
Solution: Glattwalzkraft reduzieren. Vorschub verringern.
Wiederkehrende Spuren oder Muster
Causes: Kegelrolle verschlissen, Späne auf der Rolle festgesetzt, Kühlmittel verschmutzt.
Solution: Kegelrolle ersetzen. Rollenoberfläche gründlich reinigen. Kühlmittel wechseln — ein Filtersystem mit 5–10 µm wird empfohlen.
Wellige Oberfläche
Causes: Glattwalzkraft zu hoch, Vorschub zu hoch, schlechte Vorbearbeitungsoberfläche.
Solution: Glattwalzkraft reduzieren. Vorschub senken. Vorbearbeitungsoberfläche prüfen und korrigieren.
Werkzeug oder Werkstück überhitzt
Causes: Glattwalzkraft zu hoch, unzureichendes Kühlmittel, Werkzeug- und Werkstückachsen fluchten nicht, falsche Montage.
Solution: Glattwalzkraft reduzieren. Kühlmittelfluss erhöhen. Ausrichtung mit Messuhr auf 90° ±0,05° prüfen.
Stumpfe oder matte Oberfläche
Causes: Kühlmittel zu dick oder zu viskos.
Solution: Kühlmittel verdünnen oder ersetzen.
Oberflächenmarke am Werkzeugeintrittspunkt
Causes: Der Kontaktweg zwischen Werkzeug und Werkstück am Eintrittspunkt ist zu kurz.
Solution: Den anfänglichen Kontaktweg vergrößern — immer 2–3 mm innerhalb der Oberfläche beginnen.
Anwendungen
Einrollen-Glattwalzen — Anwendungen und Oberflächengeometrien
Dank des Einrollen-Designs eignet sich das SRF für ein breites Spektrum an Außenflächengeometrien, die mit Mehrrollen-Werkzeugen nicht bearbeitet werden können.
- Zylindrische Flächen — Wellen, Stifte, Lagersitze, Lagerstellen
- Konische Flächen — Kegel, Übergangsbereiche
- Plane Flächen — Stirnflächen, Schultern, Flansche
- Kehlen und Radien — Entlastungsradien, Nuten
- Konturflächen — komplexe Profile auf Drehteilen
- Dichtflächen — O-Ring-Nuten, Bereiche für Wellendichtringe
Geeignete Branchen
Das SRF wird überall dort eingesetzt, wo Außenflächen an Drehteilen eine spiegelähnliche Oberfläche, höhere Verschleißfestigkeit oder engere Toleranzen erfordern — darunter Automobilindustrie, Hydraulik, Pneumatik, Medizintechnik und allgemeiner Präzisionsmaschinenbau.
Bestellung
Bestellcodes
| Bestellcode | Rollen-Ø | Schaft | Beschreibung |
|---|---|---|---|
| SRF-20X20 | Ø 16 mm | 20 × 20 mm | Einrollen-Glattwalzwerkzeug mit Vierkantschaft für CNC- und Universal-Drehmaschinen |
| SRF-25X25 | Ø 16 mm | 25 × 25 mm | Einrollen-Glattwalzwerkzeug mit Vierkantschaft für CNC- und Universal-Drehmaschinen |
Größere Rollendurchmesser (z. B. SRF35) sind auf Anfrage verfügbar. Kontaktieren Sie uns für kundenspezifische Konfigurationen.
FAQ
Häufig gestellte Fragen
-
Was ist Einrollen-Glattwalzen?
Beim Einrollen-Glattwalzen drückt eine einzelne gehärtete Rolle an einem federgelagerten Arm gegen die Oberfläche eines rotierenden Werkstücks. Im Gegensatz zu Mehrrollen-Werkzeugen, die eine Bohrung oder Welle umschließen, kontaktiert ein Einrollen-Werkzeug die Oberfläche nur von einer Seite. Dadurch ist es vielseitig genug für zylindrische, konische, plane, Kehlen- und Konturflächen. Der patentierte flexible Federkopf sorgt für eine konstante Kraft und schützt die Drehmaschine vor starren Stoßbelastungen.
-
Welche Oberflächenqualität kann das SRF erreichen?
Das SRF erreicht auf allen plastisch verformbaren Metallen Ra-Werte unter 0,1 µm — auf Stahl wurde Ra 0,034 µm nachgewiesen. Das Ergebnis hängt von der Qualität der Vorbearbeitungsoberfläche (ideal 5–20 µm Rz), dem Werkstoff und den Parametern (Drehzahl, Vorschub, Kraft) ab.
-
Wann sollte ich ein Einrollen-Werkzeug statt eines Mehrrollen-Werkzeugs verwenden?
Verwenden Sie ein Einrollen-Werkzeug, wenn die Werkstückgeometrie keine einfache gerade Bohrung oder Welle ist. Einrollen-Werkzeuge sind ideal für äußere zylindrische Flächen, Kegel, Planflächen, Kehlen, Radien und komplexe Konturen. Mehrrollen-Werkzeuge sind besser geeignet, wenn bei geraden Bohrungen oder Wellen maximale Konzentrizität und Präzision erforderlich sind.
-
Mit welchen Maschinen ist das SRF kompatibel?
Das SRF passt auf jede CNC-Drehmaschine oder Universal-Drehmaschine mit Standard-Werkzeughalter. Es ist mit Vierkantschäften 20×20 mm und 25×25 mm erhältlich — den gängigsten Werkzeughaltergrößen. Eine Maschinenmodifikation ist nicht erforderlich.
-
Welche Werkstoffe können mit dem SRF glattgewalzt werden?
Das SRF funktioniert auf allen plastisch verformbaren Metallen: Stahl, Edelstahl, Aluminium, Kupfer, Messing, Bronze und Gusseisen. Die Werkstückhärte sollte unter 40–45 HRC liegen.
-
Kann das SRF sowohl für Links- als auch für Rechtsbearbeitung verwendet werden?
Ja. Drehen Sie den Rollenkopf einfach um, um ihn an die gewünschte Bearbeitungsrichtung anzupassen. Das Werkzeug eignet sich sowohl für Links- als auch für Rechtsbearbeitung, ohne dass zusätzliche Teile erforderlich sind.
-
Wie bestimme ich den richtigen Glattwalzdruck?
Beginnen Sie mit 0,4 mm zusätzlichem Druck auf der X-Achse (0,8 mm auf dem Durchmesser). Erhöhen Sie den Wert schrittweise entsprechend der Fließgrenze des Werkstoffs, überschreiten Sie jedoch niemals 1 mm auf der X-Achse (2 mm auf dem Durchmesser). Zu hoher Druck führt zu starrem Kontakt und kann Werkzeug, Werkstück oder Maschine beschädigen.
-
Sind größere Einrollen-Modelle verfügbar?
Derzeit ist das SRF mit Ø 16 mm Rolle das Standard-Serienmodell. Größere Modelle (z. B. SRF35) können auf Anfrage für Anwendungen mit größerer Rollenkontaktfläche gefertigt werden. Kontaktieren Sie uns, um Ihre Anforderungen zu besprechen.
Verwandte Produkte
Weitere Glattwalzwerkzeuge
Benötigen Sie Hilfe bei der Auswahl des richtigen Glattwalzwerkzeugs für Ihre Anwendung?
Unsere Ingenieure empfehlen den passenden Werkzeugtyp, die richtige Größe und die geeigneten Parameter für Ihre Werkstückgeometrie und Ihren Werkstoff.
Kontaktieren Sie uns