
Innen-Glattwalzwerkzeuge
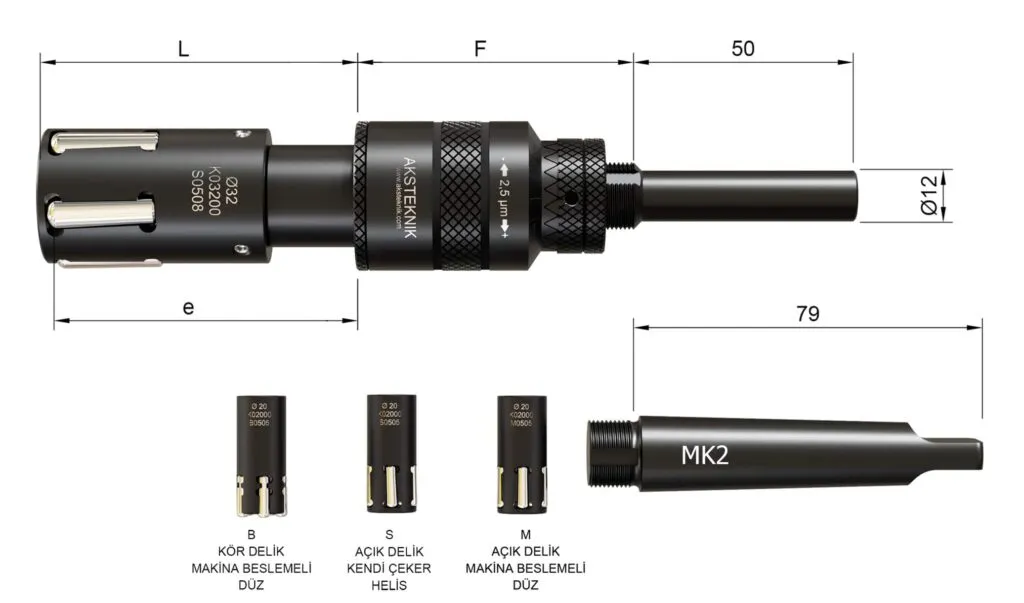
Mehrrollen-Werkzeuge für offene Bohrungen, Sachlöcher und Stufenbohrungen — Durchmesserbereich 9 bis 160 mm. Spiegelähnliche Oberflächen (Rz < 1 µm) in einem Durchgang bei einer Einstellgenauigkeit von 2,5 µm.
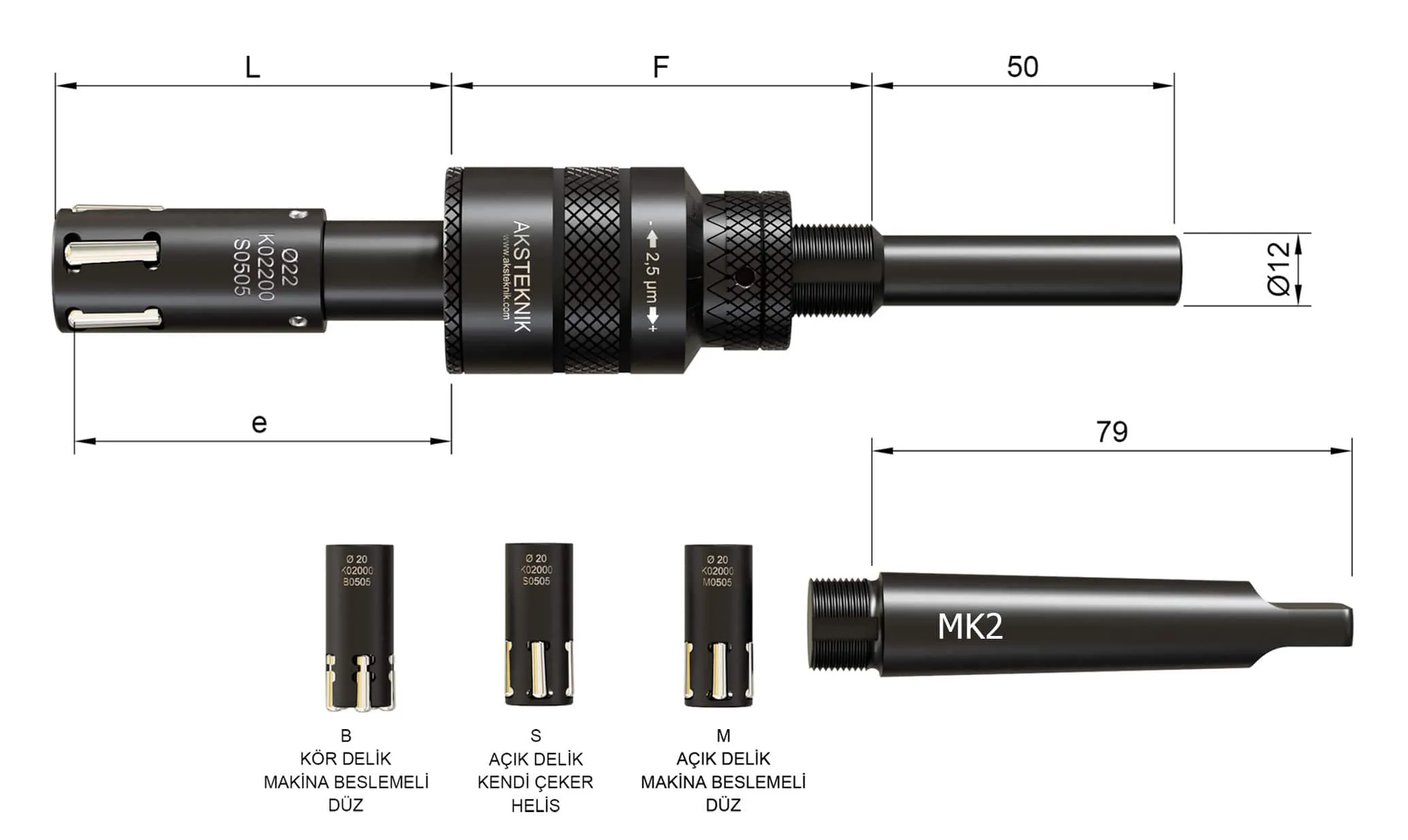
- Durchmesserbereich: Ø 9–160 mm (0,5-mm-Schritte)
- Oberflächenqualität: Rz < 1 µm in Sekunden
- Einstellgenauigkeit: 2,5 µm pro Teilstrich
- Varianten für offene Bohrungen, Sachlöcher und Selbstvorschub
- Weldon-Schäfte (12, 20, 25, 32 mm) und Morsekegel (MK2–MK5)
Überblick
Innenbohrungen in Sekunden fertigbearbeiten
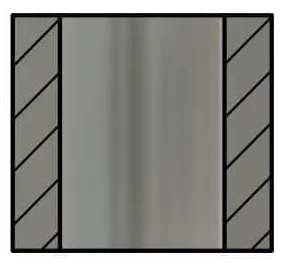
Glattwalzen ist ein Verfahren, bei dem die Oberflächenrauheit mithilfe von Rollen verdichtet wird und spiegelähnliche Oberflächen entstehen. Es wird nach Vorbearbeitungen wie Drehen und Reiben eingesetzt.
Mit Innenwerkzeugen können Durchmesser mit einer Genauigkeit von 2,5 Mikrometern (0,0025 mm) eingestellt werden. Die Prozessdauer ist sehr kurz und beträgt in der Regel nur wenige Sekunden.
Ohne Wärmebehandlung liefert das Glattwalzen hervorragende Ergebnisse bei allen Metallarten: Aluminium, Gusseisen, Stahl, Edelstahl, Bronze und mehr.
- Glatte Oberflächen mit Rz < 1 µm erreichbar
- Sollmaße schnell und einfach erreichbar
- Ein Durchgang — Sekunden statt Minuten
- Gleichzeitiges Glätten und Kaltverfestigen der Oberfläche
- Keine Späne, kein Staub, kein Lärm — umweltfreundlich
- Mit allen Universal- und CNC-Maschinen kompatibel
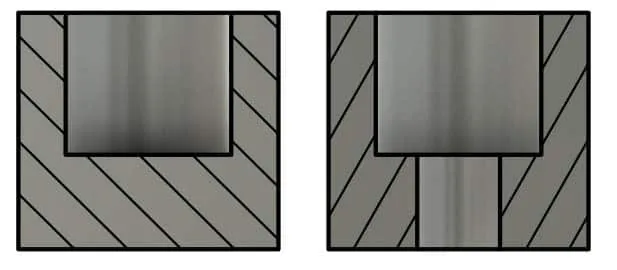
Werkzeugtypen
Konfigurationen für offene Bohrungen und Sachlöcher


Technische Daten
Technische Daten der Innen-Glattwalzwerkzeuge





Ø 9 mm – Ø 18,5 mm
| Ø | Einstellbereich | Abmessungen | Rollen | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Offene Bohrung | Sackloch | Arbeitslänge | Offene Bohrung | Sackloch | |||||
| M/S | B | e | L | F | Code | Anzahl Rollen | Code | Anzahl Rollen | |
| 9–9.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM02 | 4 | BB02 | 4 |
| 10–10.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM03 | 4 | BB03 | 4 |
| 11–16.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM03 | 5 | BB03 | 5 |
| 17–18.5 | -0.10 +0.30 | -0.00 +0.15 | 60 | 66 | 70 | BM05 | 5 | BB05 | 5 |
Ø 19 mm – Ø 25 mm
| Ø | Einstellbereich | Abmessungen | Rollen | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Offene Bohrung | Sackloch | Arbeitslänge | Offene Bohrung | Sackloch | |||||
| M/S | B | e | L | F | Code | Anzahl Rollen | Code | Anzahl Rollen | |
| 19–25 | -0.10 +0.40 | -0.00 +0.25 | 60 | 66 | 70 | BM05 | 5 | BB05 | 5 |
Ø 25 mm – Ø 35 mm
| Ø | Einstellbereich | Abmessungen | Rollen | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Offene Bohrung | Sackloch | Arbeitslänge | Offene Bohrung | Sackloch | |||||
| M/S | B | e | L | F | Code | Anzahl Rollen | Code | Anzahl Rollen | |
| 25–28 | -0.10 +0.40 | -0.00 +0.25 | 65 | 72 | 67 | BM05 | 5 | BB05 | 5 |
| 28.5–35 | -0.10 +0.40 | -0.00 +0.25 | 65 | 72 | 67 | BM08 | 5 | BB08 | 5 |
Ø 35,5 mm – Ø 49,5 mm

Ab Ø 35,5 mm ist die Arbeitslänge unbegrenzt — das Werkzeug kann Bohrungen jeder Tiefe glattwalzen.
| Ø | Einstellbereich | Arbeitslänge | Rollen | ||||
|---|---|---|---|---|---|---|---|
| M/S | B | Code | Anzahl Rollen | Code | Anzahl Rollen | ||
| 35.5–49.5 | -0.10 +0.40 | -0.00 +0.25 | ∞ Unbegrenzt | BM08 | 5 | BB08 | 5 |
Ø 50 mm – Ø 85 mm

| Ø | Einstellbereich | Arbeitslänge | Rollen | ||||
|---|---|---|---|---|---|---|---|
| M/S | B | Code | Anzahl Rollen | Code | Anzahl Rollen | ||
| 50–52 | -0.10 +0.80 | -0.00 +0.25 | ∞ Unbegrenzt | BM12 | 5 | BB12 | 5 |
| 53–70 | -0.10 +0.80 | -0.00 +0.25 | ∞ Unbegrenzt | BM12 | 7 | BB12 | 7 |
| 71–85 | -0.10 +0.80 | -0.00 +0.25 | ∞ Unbegrenzt | BM12 | 9 | BB12 | 9 |
Ø 86 mm – Ø 160 mm

| Ø | Einstellbereich | Arbeitslänge | Rollen | ||||
|---|---|---|---|---|---|---|---|
| M/S | B | Code | Anzahl Rollen | Code | Anzahl Rollen | ||
| 86–99 | -0.10 +0.80 | -0.00 +0.25 | ∞ Unbegrenzt | BM16 | 9 | BB16 | 9 |
| 100–109 | -0.10 +0.80 | -0.00 +0.25 | ∞ Unbegrenzt | BM16 | 11 | BB16 | 11 |
| 110–121 | -0.10 +0.80 | -0.00 +0.25 | ∞ Unbegrenzt | BM20 | 9 | BB20 | 9 |
| 122–150 | -0.10 +0.80 | -0.00 +0.25 | ∞ Unbegrenzt | BM20 | 11 | BB20 | 11 |
| 151–160 | -0.10 +0.80 | -0.00 +0.25 | ∞ Unbegrenzt | BM20 | 13 | BB20 | 13 |
Bedienungsanleitung
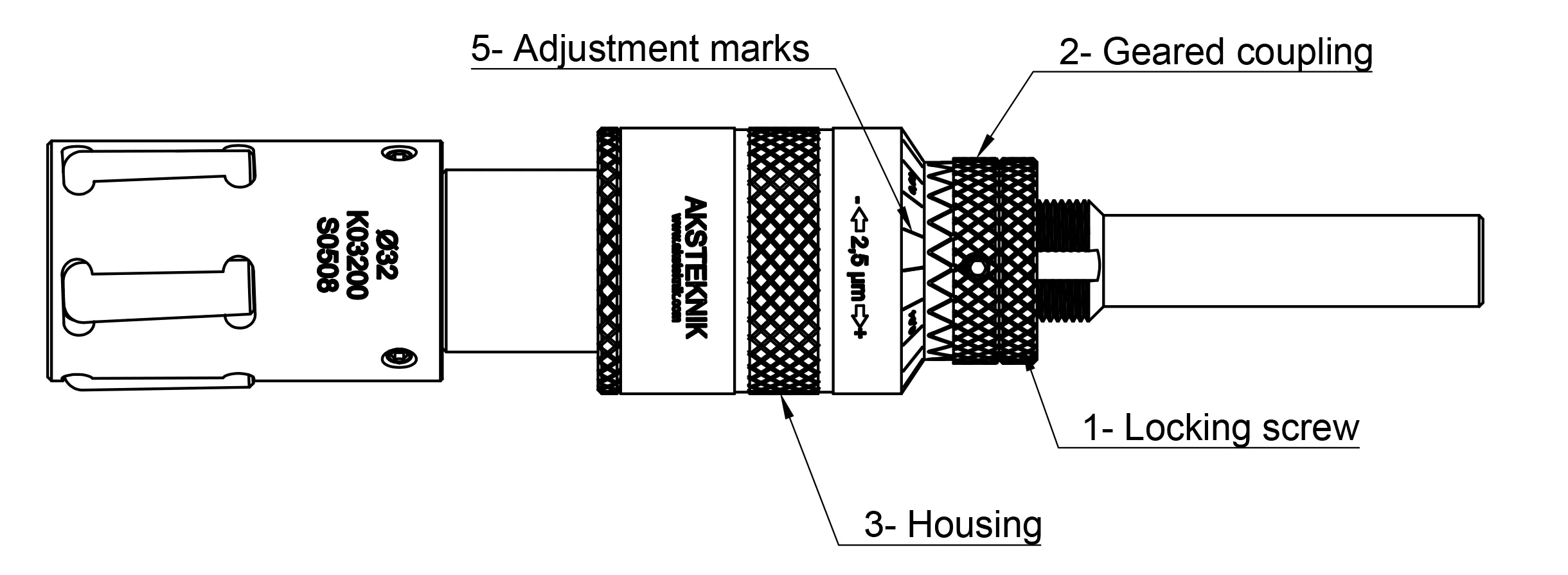
Einrichtung & Einstellung
- 1
Klemmschraube lösen
Die Kontermutter lösen, damit sich das Gehäuse drehen kann.
- 2
Verzahnte Fixierkupplung zurückziehen
Die Zahnkupplung ausrücken, damit sich das Gehäuse frei drehen kann.
- 3
Werkzeug zusammenziehen
Das Gehäuse nach rechts (im Uhrzeigersinn) drehen, um den Durchmesser zu verringern, damit das Werkzeug leicht in die Bohrung gleitet.
- 4
Bis zum Kontakt aufweiten
Das Gehäuse nach links (gegen den Uhrzeigersinn) drehen, bis die Rollen die Bohrungsoberfläche berühren. Anschließend das Werkzeug zurückziehen.
- 5
Aufmaß einstellen
Mithilfe der Teilstriche auf dem Gehäuse (jeder Strich = 2,5 µm = 0,0025 mm) den Durchmesser entsprechend dem in der Bohrung verbleibenden Aufmaß einstellen.
- 6
Testen und feinjustieren
Den Glattwalzvorgang an einem Werkstück durchführen und sowohl Maß als auch Oberflächenqualität prüfen. Dasselbe Teil nicht öfter als zweimal glattwalzen. Nach jeder Einstellung die Kontermutter immer festziehen.
Werkzeughalter
Schaftoptionen
| Typ | Verfügbare Größen | Hinweise |
|---|---|---|
| Weldon | 12, 20, 25, 32 mm | Passend für Standard-Spannzangen-, Hydraulik- und Schrumpffutteraufnahmen |
| Morsekegel | MK2, MK3, MK4, MK5 | Direkte Spindelaufnahme auf Drehmaschinen und Bohrmaschinen |
Richtlinien
Schmierung, Ausrichtung & bewährte Verfahren
Schmierung
- Stetigen Fluss von sauberem Schmiermittel sicherstellen — Werkzeug und Werkstück spülen
- Für die meisten Metalle: Standard-Schmieröl mit niedriger Viskosität
- Wasserlösliche Kühlschmierstoffe: Konzentration von 8 % oder höher
- Aluminium / Magnesium: raffiniertes paraffinbasiertes Öl mit niedriger Viskosität
Ausrichtung & Betrieb
- Ausrichtungstoleranz: 0,10 mm zulässig — größere Abweichungen führen zur Ermüdung des Dorns
- Immer im Uhrzeigersinn betreiben
- Mindestwandstärke: 10 % des Bohrungsdurchmessers
- Dasselbe Teil niemals öfter als zweimal glattwalzen
Bestellung
Bestellcode-Struktur
Innen-Glattwalzwerkzeuge folgen folgendem Codeformat: TI [Durchmesser] [Typ] [Rollen]-[Halter]
| Segment | Bedeutung | Beispiel |
|---|---|---|
| TI | Tool Internal | TI |
| 5-stelliger Durchmesser | Bohrungs-Ø in mm × 100 | 06000 = Ø 60,00 mm |
| M / S / B | Maschinenvorschub / Selbstvorschub / Blindloch | M |
| 4-stellige Rollenangabe | Anzahl (2 Stellen) + Größe in mm (2 Stellen) | 0712 = 7 × Ø 12 mm |
| Halter | Weldon: 12, 20, 25, 32 — Morse: M2–M5 | M3 |
Beispiel: TI 06000 M 0712-M3 = Innen, Ø 60,00 mm, Maschinenvorschub, 7 × Ø 12 mm Rollen, Morsekegel 3
FAQ
Häufig gestellte Fragen
-
Auf welche Werkstoffe kann Glattwalzen angewendet werden?
Glattwalzen kann bei den meisten Metallen eingesetzt werden, darunter Stahl, Aluminium, Kupfer, Edelstahl und Titan. Die Werkstückhärte sollte im Allgemeinen unter 40 HRC liegen. Ungehärtete Werkstoffe sind für dieses Verfahren in der Regel besser geeignet.
-
Wie wirkt sich Glattwalzen auf die Oberflächenhärte aus?
Durch den auf die Oberfläche ausgeübten Druck erhöht das Verfahren die Härte. Das Ergebnis ist eine widerstandsfähigere und zugleich optisch hochwertigere Oberfläche. Das verdichtete Gefüge ist verschleißbeständiger als eine zerspante Oberfläche mit demselben Rauheitswert.
-
Wie wird die Durchmessereinstellung vorgenommen?
Die Durchmessereinstellung erfolgt durch schrittweises Drehen des Einstellmechanismus am Werkzeugkörper. Jeder Teilstrich entspricht 2,5 µm (0,0025 mm), und eine volle Umdrehung entspricht 0,05 mm. Da sich ein Teil des glattgewalzten Materials elastisch zurückstellt, ist die tatsächliche Maßänderung geringer als die mechanische Einstellung.
-
Was ist Aufmaß und warum ist es wichtig?
Das Aufmaß ist die zusätzliche Materialstärke, die nach der Vorbearbeitung auf der Oberfläche stehen bleibt. Dieses Aufmaß ermöglicht das Glattwalzen der Oberfläche. Es variiert je nach Werkstückgröße und Werkstoffart. Ein Anfangsaufmaß von 0,02–0,03 mm ist im Allgemeinen ideal.
-
Welche Probleme entstehen, wenn das Aufmaß zu groß oder zu klein ist?
Zu großes Aufmaß führt zu unnötigem Energieverbrauch und Oberflächenfehlern wie Reibmarken und Rollenverschleiß. Zu geringes Aufmaß verursacht Welligkeiten auf der Oberfläche. Für die richtigen Werte ist stets die Aufmaßtabelle heranzuziehen.
-
Warum ist die Vorbearbeitung wichtig?
Eine geeignete Vorbearbeitung ist entscheidend, um eine hochwertige Oberfläche zu erhalten. Dreh- oder Reibbearbeitungen sind ideal zur Vorbereitung der Oberfläche. Die Oberfläche muss aus dem spanenden Prozess eine ausreichende Rauheit aufweisen, damit Glattwalzen stattfinden kann — dabei werden Spitzen in Täler gedrückt.
-
Welche Wandstärke ist zum Glattwalzen geeignet?
Empfohlen wird eine Wandstärke von mindestens 10 % des Bohrungsdurchmessers. Ein Bauteil mit 20 mm Durchmesser sollte also beispielsweise eine Mindestwandstärke von 2 mm haben. Geringe Wandstärken erhöhen das Verformungsrisiko.
-
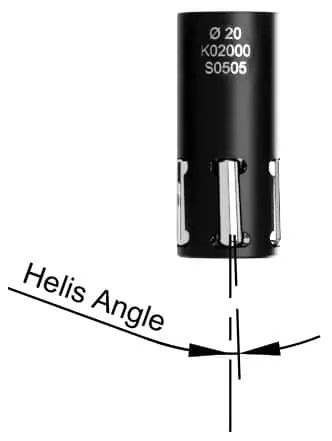
Was sind Selbstvorschub-Werkzeuge und wo werden sie eingesetzt?
Die Selbstvorschub-Funktion wird durch den Helixwinkel der Rollen erreicht. Das Werkzeug zieht sich selbsttätig durch die Bohrung — Sie müssen lediglich die Rotation bereitstellen. Das ist ideal für Bohrmaschinen, Säulenbohrmaschinen und Universal-Drehmaschinen. Selbstvorschub-Werkzeuge können auch auf CNC-Maschinen eingesetzt werden, jedoch muss der Maschinenvorschub höher sein als die Einzugsgeschwindigkeit des Werkzeugs.
-
Warum haben Sackloch-Werkzeuge einen begrenzten Durchmesser-Einstellbereich?
Bei Glattwalzwerkzeugen erfolgt die Durchmessereinstellung über die Vor- und Rückbewegung der konischen Welle. Mit zunehmender Aufweitung steigt das Risiko, dass die Spitze der konischen Welle den Bohrungsgrund berührt. Bei Stufenbohrungen kann die Welle in die Stufe eintreten, wodurch ein größerer Einstellbereich möglich wird.
-
Welche Teile verschleißen und können Rollen einzeln ersetzt werden?
Die Rollen sind die primären Verschleißteile, da sie ständig mit der Oberfläche in Kontakt stehen. Mit der Zeit verschleißt auch die konische Welle. Rollen werden als kompletter Satz und nicht einzeln ersetzt. Nach mehreren Wechseln des Rollensatzes muss gegebenenfalls auch die konische Welle ausgetauscht werden. Die Standzeit ist deutlich länger als bei herkömmlichen Zerspanungswerkzeugen, da Glattwalzen ein spanloses Verfahren ist.
Anwendungen
Anwendungsbeispiele
Innen-Glattwalzen wird überall dort eingesetzt, wo eine Bohrung einen präzisen Durchmesser, eine geringe Oberflächenrauheit oder erhöhte Dauerfestigkeit erfordert. Typische Anwendungen sind Hydraulikzylinder, Pneumatikventilbohrungen, Lagersitze, Zahnradbohrungen und Spritzgusskomponenten. In vielen Fällen ersetzt das Verfahren Honen und Innenrundschleifen — bei gleicher oder besserer Oberflächenqualität in einem Bruchteil der Zeit und ohne abrasiven Abfall.

Verwandte Produkte
Weitere Glattwalzwerkzeuge
Benötigen Sie Hilfe bei der Auswahl des richtigen Glattwalzwerkzeugs für Ihre Anwendung?
Unsere Ingenieure empfehlen den passenden Werkzeugtyp, die richtige Größe und geeignete Parameter für Ihre Werkstückgeometrie und Ihren Werkstoff.
Kontaktieren Sie uns