
FDT SX0 Flexibles Entgratwerkzeug
Spindelangetriebenes flexibles Entgratwerkzeug mit reproduzierbarer Prozesssicherheit — folgt variierenden Werkstückkanten automatisch, keine Druckluftversorgung erforderlich.
- Spindelangetrieben — keine Druckluft, keine zusätzliche Infrastruktur
- Gleicht undefinierte Kantenabweichungen von 5–10 mm automatisch aus
- Für die Serienfertigung ausgelegt — konstante Fasenbreite von Charge zu Charge
- Wartungsfrei — keine pneumatischen Komponenten, keine Verschleißteile außer dem Fräser
Überblick
Spindelangetriebenes flexibles Entgraten für CNC-Bearbeitungszentren und Drehmaschinen
FDT SX0 ist ein flexibles Entgratwerkzeug, das zum automatischen Entfernen von Graten an CNC-bearbeiteten Werkstücken mit undefinierten oder variierenden Kanten entwickelt wurde. Sein federbelasteter radialer Auslenkmechanismus folgt der tatsächlichen Werkstückkontur und kompensiert Abweichungen von 5–10 mm ohne manuelle Nachstellung. Der Anpressdruck ist über einen integrierten Federmechanismus stufenlos einstellbar, und die Auslenkkraft bleibt unabhängig von der Spindelauslenkung konstant. Das Werkzeug wird direkt von der CNC-Maschinenspindel angetrieben — keine Druckluftversorgung, keine zusätzliche Infrastruktur, kein Werkzeugwechsel erforderlich.
FDT SX0 ist für die Serienfertigung ausgelegt. Da der flexible Mechanismus Unterschiede zwischen der programmierten Kontur und dem tatsächlichen Werkstück automatisch ausgleicht, erhält jedes Teil einer Charge dieselbe Fasenbreite — unabhängig von Maß- oder Lageabweichungen. Diese hohe und reproduzierbare Prozesssicherheit macht manuelles Entgraten überflüssig, reduziert das Verletzungsrisiko für Bediener und ermöglicht einen unbeaufsichtigten Entgratzyklus innerhalb des bestehenden CNC-Programms.
Geeignet für CNC-Bearbeitungszentren, Drehzentren und Drehautomaten. Besonders wirksam beim Konturkantenentgraten an Werkstücken mit variierender oder undefinierter Geometrie, bei denen starre Werkzeuge keinen konstanten Kontakt halten können. Einsetzbar für alle Werkstückwerkstoffe, einschließlich Stahl, Aluminium, Gusseisen, NE-Metallen und gehärteten Werkstoffen.

Vorteile
Wesentliche Vorteile
- Hohe und reproduzierbare Prozesssicherheit — der Federmechanismus ist mechanisch und nicht von Luftdruck oder Bedienerqualifikation abhängig
- Für die Serienfertigung ausgelegt — identische Fasenbreite an jedem Werkstück, Schicht für Schicht
- Stufenlos einstellbarer seitlicher Anpressdruck — exakte Fasenbreite für jede Anwendung einstellbar
- Unveränderte Auslenkkraft bei jedem Spindelauslenkwinkel — gleichmäßiger Kantenkontakt entlang der gesamten Kontur
- Macht manuelles Entgraten überflüssig — senkt Arbeitskosten und reduziert das Verletzungsrisiko durch scharfe Kanten
- Vereinfachte CNC-Programmierung — auf Nennkontur programmieren, das Werkzeug gleicht tatsächliche Kantenabweichungen automatisch aus
- Wartungsfrei — keine pneumatischen Komponenten, keine Luftleitungen, keine Wartungsintervalle
- Keine Abweichungen der Fasenbreite durch Luftdruckschwankungen
- Hohe Vorschübe und Drehzahlen: 3.000–8.000 U/min, Vorschub 2.000–4.000 mm/min
- Verhindert Werkzeugbruch — der flexible Mechanismus nimmt den Kantenaufprall auf, anstatt ihn an die Spindel weiterzugeben
- Kompakte Bauweise — passt in jedes CNC-Werkzeugmagazin oder jeden automatischen Werkzeugwechsler
- Erweiterte Reichweite durch Änderung der Fräserlänge — Zugang zu tiefen Kavitäten und schwer erreichbaren Stellen ohne Werkzeugwechsel
Spezifikationen
Technische Spezifikationen
| Parameter | Wert |
|---|---|
| Bestellcode | 20.420.00 |
| Aktivierung | Über die CNC-Maschinenspindel (CNC-Bearbeitungszentren, Drehzentren, Drehautomaten) |
| Spindeldrehzahl | 3.000 – 8.000 U/min (empfohlene Startdrehzahl 5.000 U/min) |
| Vorschub | 2.000 – 4.000 mm/min (empfohlener Startwert F = 3.000 mm/min; bei Richtungswechseln konstant halten) |
| Max. seitliche Auslenkung | 5 mm (10 mm mit 100 mm langem Fräser) |
| Auslenkwinkel | Seitlich — 5° |
| Anpressdruck | Stufenlos über die rückseitige Stellschraube einstellbar — das Werkzeug wird mit dem empfohlenen Druck voreingestellt geliefert; bei Bedarf erhöhen oder verringern |
| Spannzange | ER-11 — standardmäßig mit 6-mm-Spannzange geliefert (geeignet für Spannzangen von ⌀1–7 mm; 6,4 mm / ¼"-Spannzange für US-Kunden auf Anfrage verfügbar) |
| Schaft | Zylinderschaft ⌀20 mm (Standard) — Spannzangenfutter oder Hydrodehnspannfutter empfohlen. Weldon-Fläche auf Anfrage erhältlich. Weitere kundenspezifische Ausführungen als Sonderanfertigung möglich; kontaktieren Sie AKS Teknik. |
| Werkstoffe | Alle Werkstückwerkstoffe — Stahl, Edelstahl, Aluminium, Gusseisen, NE-Metalle, gehärtete Werkstoffe |
| Druckluftversorgung | Nicht erforderlich |
| Wartung | Vollständig wartungsfrei |
| Variante — FDT EHS | Variante mit extra harter Feder für Anwendungen mit verlängerten Fräsern, bei denen der Standard-Federdruck nicht ausreicht. Für Details kontaktieren Sie AKS Teknik. |
| Sonderausführungen | ER16- und ER20-Spannzangenversionen, abweichende Schaftdurchmesser und spezielle Halterkonfigurationen auf Anfrage erhältlich. Für Details kontaktieren Sie AKS Teknik. |

Anwendung
Bedienhinweise
- 01
Nennkontur programmieren
Programmieren Sie die Werkzeugbahn so, dass sie 1–3 mm in die tatsächliche Werkstückkontur hineinläuft — dieser seitliche Versatz hält den Fräser während des gesamten Zyklus dauerhaft gegen die Kante vorgespannt. Je genauer die programmierte Bahn der realen Werkstückkontur folgt, desto gleichmäßiger ist das Entgratergebnis. Anfahr- und Rückzugsbewegungen sollten, soweit es die Geometrie zulässt, tangential ausgeführt werden.

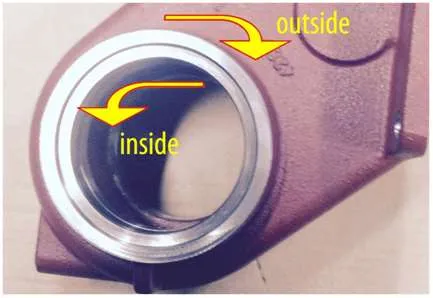
Seitliche Auslenkung des Entgratwerkzeugs Feder-Auslenkung in Aktion - 02
Schnittrichtung festlegen — im Uhrzeigersinn
Programmieren Sie die Spindeldrehung im Uhrzeigersinn (Gleichlauffräsen, von oben betrachtet). Das ist die richtige Schnittrichtung, damit der Hartmetallfräser wirksam entgratet, ohne den flexiblen Mechanismus gegen seine Bewegungsrichtung zu belasten.
Schnittrichtung - 03
Seitliche Vorspannung und Anpressdruck einstellen
FDT SX0 wird mit dem empfohlenen Anpressdruck voreingestellt geliefert. Läuft der Fräser unruhig oder springt er, ist der Druck zu niedrig — erhöhen Sie ihn über die Stellschraube. Höherer Druck → breitere Fase; niedrigerer Druck → schmalere Fase.
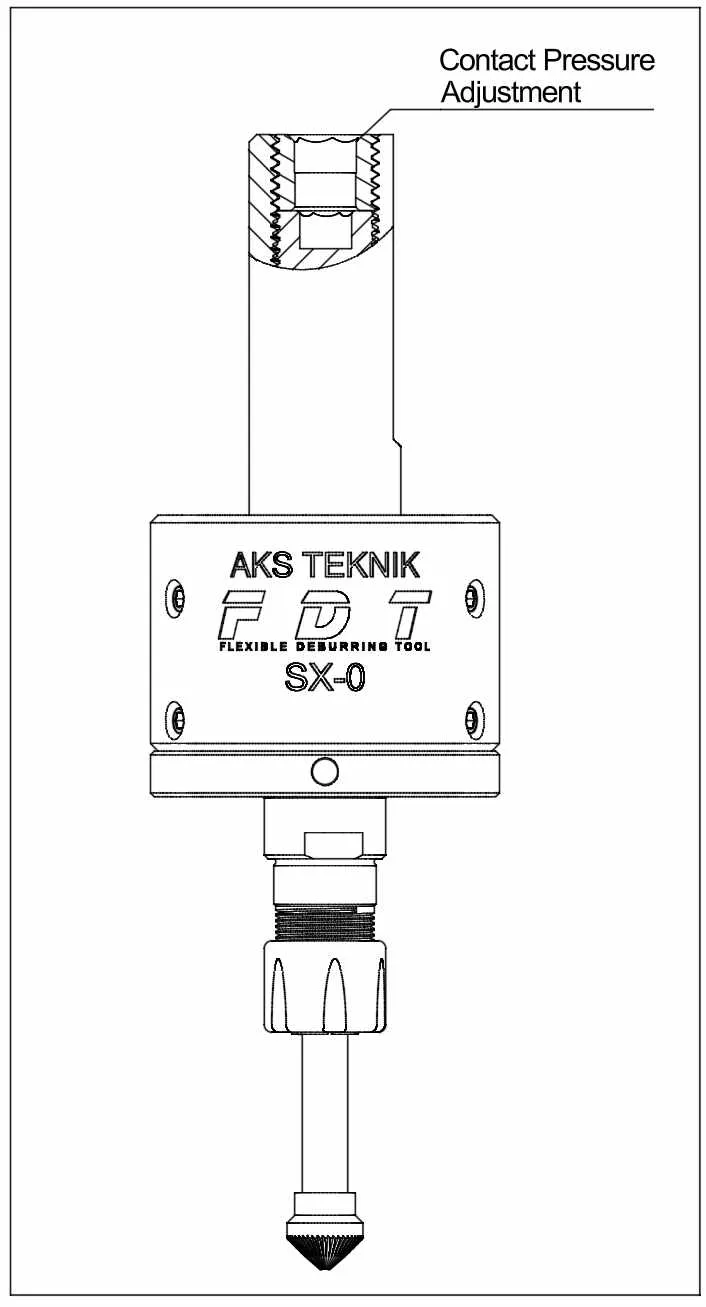
Anpressdruckeinstellung - 04
Axiale Fräserposition einstellen
Positionieren Sie das Werkzeug so, dass die Werkstückkante ungefähr in der Mitte des konischen Fräsers anliegt. Ein Arbeiten näher an der Spitze verringert die Abtragsleistung und erzeugt eine schmalere Fase; weiter hinten erhöht sie sich. Hinweis: Die Entgratwirkung hängt von der axialen Position und vom Anpressdruck ab — nicht von der seitlichen Position (Radiuskorrektur) des Werkzeugs.
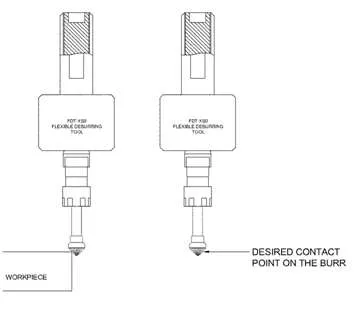
Kontaktpunkt des Grats - 05
Radius an Richtungswechseln programmieren
Programmieren Sie an Innenkanten einen kleinen Radius anstelle eines scharfen 90°-Übergangs. Dadurch wird verhindert, dass der Fräser gleichzeitig zwei senkrechte Flächen berührt, was zu Rattern und ungleichmäßigem Entgraten führt. Bei Außenkanten führen Sie die Werkzeugbahn über die Ecke hinaus und ändern die Richtung außerhalb des Werkstücks.
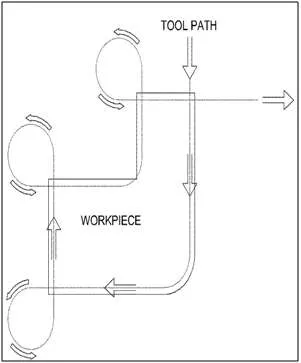
CNC-Entgrat-Werkzeugbahn auf der Werkstückkontur - 06
Vorschub während des gesamten Zyklus konstant halten
Halten Sie den Vorschub während des gesamten Entgratzyklus konstant, auch bei Richtungswechseln. Vorschubschwankungen verursachen ungleichmäßige Fasenbreiten. Wenn die Entgratung zu stark ist, erhöhen Sie den Vorschub oder reduzieren Sie den Anpressdruck. Ist die Fase zu klein, reduzieren Sie den Vorschub oder erhöhen Sie den Druck. Ändern Sie jeweils nur einen Parameter und führen Sie nach jeder Anpassung einen Testlauf durch.
- 07
Kühlschmierstoff bei Aluminiumwerkstücken verwenden
Beim Entgraten von Aluminium ist Kühlschmierstoff erforderlich. Für alle anderen Werkstoffe ist Kühlschmierstoff nicht zwingend erforderlich, verbessert jedoch die Entgratqualität und die Oberflächenqualität. Führen Sie ihn über die standardmäßige Kühlschmierstoffversorgung der Maschine zu.
Fräserauswahl
Empfohlene Entgratfräser für FDT SX0
FDT SX0 verwendet eine ER-11-Spannzange und kann Hartmetall-Entgratfräser mit Schaftdurchmessern von ⌀0,5 mm bis ⌀7 mm aufnehmen. Die Fräsergeometrie — Feinzahnung oder Spanbrecher sowie Spitzenwinkel — beeinflusst die Entgratqualität und das Schwingungsverhalten bei einem flexiblen Werkzeug direkt.
| Fräsertyp | Eigenschaften | Einsatzfall |
|---|---|---|
| 90° konischer Entgratfräser mit Feinzahnung KSK · Durchm. 10 mm · Schaft 6 mm · Z3 | Durchgehende Schneide, geringe Schwingungsneigung, saubere Fase | Empfohlener Startfräser für die meisten Anwendungen. Wird bei Bestellungen des FDT SX0 von AKS Teknik kostenlos mitgeliefert. |
| 90° Hartmetall-Entgratfräser mit Spanbrecher | Unterbrochene Schneide, höhere Spanabfuhr | Geeignet für das Entfernen starker Grate. Die Spanbrechergeometrie erhöht bei flexiblen Werkzeugen die Schwingungsneigung — bei unruhigem Lauf auf Feinzahngeometrie wechseln. |
| 60° Hartmetall-Entgratfräser mit Spanbrecher | Schmaler Spitzenwinkel, besserer Zugang zu Innenradien und tiefen Ecken | Verwenden, wenn die 90°-Geometrie enge Innenkonturen nicht erreicht. Dieselbe Vorsicht hinsichtlich Schwingungen gilt wie beim 90°-Spanbrecher. |
Wenn der Fräser unruhig läuft oder zum Springen neigt, erhöhen Sie zuerst den seitlichen Anpressdruck. Bleibt der unruhige Lauf nach der Druckanpassung bestehen, wechseln Sie auf eine Feinzahngeometrie, bevor Sie andere Parameter ändern. AKS Teknik führt kompatible Hartmetall-Entgratfräser in mehreren Geometrien auf Lager — kontaktieren Sie uns zur Verfügbarkeit.
FAQ
Häufig gestellte Fragen
-
Was ist ein flexibles Entgratwerkzeug?
Ein flexibles Entgratwerkzeug ist ein CNC-kompatibles Entgratwerkzeug mit einem federbelasteten radialen Auslenkmechanismus, der undefinierten oder variierenden Werkstückkanten automatisch folgt. Im Gegensatz zu starren Werkzeugen kompensiert es Kantenabweichungen von 5–10 mm ohne manuelle Nachstellung oder Werkzeugwechsel. Das AKS Teknik FDT SX0 ist spindelangetrieben — direkt von der CNC-Maschinenspindel mit 3.000–8.000 U/min angetrieben, ohne dass eine Druckluftversorgung erforderlich ist.
-
Wie funktioniert FDT SX0 in einem CNC-Bearbeitungszentrum?
FDT SX0 hat einen zylindrischen 20-mm-Schaft und wird von der Maschinenspindel angetrieben. Für bestmöglichen Rundlauf und zur Vermeidung von Spannmarken werden Spannzangenfutter oder Hydrodehnspannfutter empfohlen. Kundenspezifische Schaftdurchmesser (16 mm, 12 mm) und eine Weldon-Fläche sind auf Anfrage erhältlich — für Details kontaktieren Sie AKS Teknik. Ein integrierter flexibler Mechanismus ermöglicht es dem ER-11-Hartmetallfräser, seitlich bis zu 5 mm auszulenken (10 mm mit einem verlängerten 100-mm-Fräser) und dabei einen konstanten Anpressdruck an der Werkstückkante aufrechtzuerhalten. Der gesamte Entgratzyklus wird anhand der Werkstück-Nennkontur in die CNC programmiert — das Werkzeug gleicht tatsächliche Kantenabweichungen automatisch aus, sodass kein Bedienereingriff und kein separater Werkzeugwechsel erforderlich sind.
-
Benötigt FDT SX0 eine separate Druckluftversorgung?
Nein. FDT SX0 ist spindelangetrieben und arbeitet ohne Druckluft. Das ist ein wesentlicher Vorteil gegenüber pneumatischen Entgratwerkzeugen, die auf einen stabilen Luftdruck angewiesen sind, um konstante Fasenbreiten zu erzeugen. Mit FDT SX0 bleibt die Entgratqualität unabhängig von Schwankungen in der Werkstatt-Druckluftversorgung — dadurch eignet sich das Werkzeug für die mannlose Bearbeitung.
-
Für welche Werkstückgeometrien ist FDT SX0 geeignet?
FDT SX0 ist besonders wirksam beim Konturkantenentgraten — also bei Werkstücken mit variierenden oder undefinierten Kanten, bei denen ein starres Werkzeug entlang der gesamten Kontur keinen konstanten Kontakt halten kann. Der flexible Mechanismus folgt der tatsächlichen Kante automatisch und kompensiert Abweichungen zwischen programmierter und realer Kontur. Verlängerte Fräser ermöglichen den Zugang zu vertieften oder schwer erreichbaren Bereichen, und die komplette Werkzeugbahn kann innerhalb des bestehenden CNC-Zyklus programmiert werden.
-
Was ist der Unterschied zwischen FDT SX0 und den FDT-AXIAL-Entgratwerkzeugen?
FDT SX0 lenkt radial aus (seitlich, bis zu 5°) und ist damit ideal für das Konturkantenentgraten sowie für Profilkanten mit variierender oder undefinierter Geometrie. Die FDT-AXIAL-Serie lenkt in axialer Richtung (Z-Achse) aus und ist besser geeignet für das Entgraten ebener Flächen, Ein- und Austrittsfasen an Bohrungen sowie Push-/Pull-Anwendungen. Beide sind spindelangetrieben, benötigen keinen Werkzeugwechsel und verwenden ER-11-Spannzangen mit Standard-Hartmetall-Entgratfräsern.
-
Wie beeinflussen Spindeldrehzahl, Vorschub und Anpressdruck das Entgratergebnis?
Jeder Parameter hat einen direkten und vorhersagbaren Einfluss auf Fasenbreite und Qualität. Eine höhere Spindeldrehzahl führt zu stärkerer Entgratung und einer glatteren Oberfläche. Ein höherer Vorschub reduziert die Entgratwirkung — ein niedrigerer Vorschub bedeutet eine breitere Fase. Ein höherer seitlicher Anpressdruck vergrößert ebenfalls die Entgratbreite. Die axiale Position des Fräsers (wie weit hinter der Spitze er die Kante berührt) ist der wichtigste Stellfaktor für die Abtragsleistung — je näher an der Spitze gearbeitet wird, desto geringer ist der Materialabtrag. Ändern Sie jeweils nur einen Parameter und führen Sie nach jeder Änderung einen Testlauf durch, um den Effekt eindeutig zu beurteilen.
-
Welchen Entgratfräser sollte ich mit FDT SX0 verwenden?
FDT SX0 nimmt über seine ER-11-Spannzange Hartmetall-Entgratfräser mit Schaftdurchmessern von ⌀0,5 mm bis ⌀7 mm auf. Für die meisten Anwendungen empfiehlt sich ein 90° konischer Hartmetall-Entgratfräser mit Feinzahnung — Typ KSK, Durchmesser 10 mm, Schaft 6 mm, Z3 universal mittel — für saubere, gleichmäßige Fasen bei geringer Schwingungsneigung. Diesen Fräser legt AKS Teknik FDT SX0-Bestellungen kostenlos bei. Fräser mit Spanbrechergeometrie in 60° und 90° sind ebenfalls kompatibel und eignen sich gut für stärkere Grate, erhöhen bei flexiblen Werkzeugen jedoch die Schwingungsneigung — für die meisten flexiblen Entgratanwendungen ist Feinzahngeometrie vorzuziehen. Wenn der Fräser während des Einsatzes unruhig läuft oder springt, erhöhen Sie zuerst den seitlichen Anpressdruck. Bleibt das Problem bestehen, ist der Wechsel auf eine andere Fräsergeometrie der empfohlene nächste Schritt.
-
Kann FDT SX0 auf CNC-Drehmaschinen eingesetzt werden?
Ja. FDT SX0 ist kompatibel mit CNC-Bearbeitungszentren, Drehzentren und Drehautomaten — also mit jeder Maschine, die ein Werkzeug mit 20-mm-Schaft aufnehmen kann. Zusätzliche Installationen wie Druckluftanschlüsse oder Spindelindexierung sind nicht erforderlich. Das Werkzeug wird von der Maschinenspindel angetrieben, und der Entgratzyklus ist vollständig in das vorhandene CNC-Programm integriert. Der Standardschaft ist zylindrisch 20 mm — für bestmöglichen Rundlauf und zur Vermeidung von Spannmarken am Schaft werden Spannzangenfutter oder Hydrodehnspannfutter empfohlen. Für Drehmaschinen mit angetriebenen Werkzeugen und ER25-Aufnahme liefert AKS Teknik eine spezielle ER25–20-mm-Spannzange, sodass das Werkzeug direkt in den Revolver eingesetzt werden kann, ohne die Maschine zu modifizieren. Ein Schaft mit Weldon-Fläche ist auf Anfrage erhältlich.
Anwendungen
Typische Branchen und Werkstücke


Videos
FDT SX0 im Einsatz
Downloads
Technische Dokumente
Verwandte Produkte
Weitere Entgratwerkzeuge
Bereit, Ihren Entgratprozess zu automatisieren?
Unsere Ingenieure helfen Ihnen bei der Auswahl des passenden Werkzeugs für Ihre Anwendung und Ihren Werkstoff.
Kontaktieren Sie uns