
FDT AXIAL (F) Entgratwerkzeug
Axial nachgiebiges Entgratwerkzeug im Druckbetrieb — kompensiert variable Höhenprofile und gekrümmte Oberflächen automatisch, ohne dass eine Druckluftversorgung erforderlich ist.
- Spindelangetrieben — keine Druckluft, keine zusätzliche Infrastruktur
- 10 mm axialer Druckhub — kompensiert axiale und radiale Positionsabweichungen automatisch
- Stufenlos einstellbare Vorspannkraft über die hintere Stellschraube — reproduzierbare Einstellungen
- ER‑11-Spannzange — standardmäßig mit 6‑mm-Spannzange geliefert (nimmt ⌀1–7‑mm-Spannzangen auf; 6,4 mm / ¼" Spannzange für US-Kunden auf Anfrage)
Übersicht
Axiales Entgraten im Druckbetrieb für CNC-Maschinen, Roboter und Bearbeitungszentren
FDT AXIAL (F) ist ein einfaches und wirtschaftliches, spindelangetriebenes Entgratwerkzeug für CNC-Bearbeitungszentren, NC-Maschinen und Industrieroboter. Durch einen konstanten Anpressdruck der Schneide auf die Werkstückoberfläche in axialer Richtung (Z-Achse) entgratet FDT AXIAL (F) zuverlässig Seiten und Stirnflächen bearbeiteter Teile.
Das Werkzeug besitzt einen axialen Druckhub von 10 mm und ist besonders effektiv zum Entgraten von Profilen mit variabler Höhe oder von Bohrungen auf gekrümmten Oberflächen. Stellen Sie die Z-Achse so ein, dass 1–2 mm Druck ab dem Punkt am weitesten von der Spindel anliegen (niedrigste Z-Koordinate) — FDT AXIAL (F) kompensiert Höhenänderungen während des Entgratzyklus automatisch.
Die axiale Vorspannkraft ist über eine hintere Stellschraube stufenlos einstellbar — das Werkzeug wird mit empfohlenem Druck voreingestellt und kann je nach Bedarf erhöht oder reduziert werden. Drei Federhärten (weich, mittel, hart) decken das gesamte Werkstoffspektrum ab; jede Feder besitzt über die Stellschraube ihren eigenen stufenlosen Einstellbereich.
Neben dem Entgraten eignet sich FDT AXIAL (F) zum Abfräsen von überstehendem Material an Gussteilen sowie für Oberflächen-Finisharbeiten mit passenden Schleifstiften — alles über dieselbe ER‑11-Spannzangenschnittstelle.

Vorteile
Wesentliche Vorteile
- Einfaches, wirtschaftliches Design — weniger Bauteile als pneumatische Werkzeuge, niedrigere Stückkosten
- 10 mm axialer Druckhub — kompensiert axiale und radiale Positionsabweichungen automatisch ohne Umprogrammieren
- Stufenlose Vorspannung über die hintere Stellschraube — Anpressdruck einstellen ohne Federwechsel; mit empfohlener Voreinstellung geliefert
- 3 Federhärten verfügbar — weich, mittel und hart, passend zu Werkstoffhärte und Kanten-/Gratzustand
- Keine Druckluft erforderlich — spindelangetrieben, keine pneumatische Infrastruktur nötig
- Für CNC-Maschinen und Roboter geeignet — passt in jeden Werkzeughalter für zylindrischen Schaft Ø20 mm oder Weldon-Flachschaft
- ER‑11-Spannzangensystem — standardmäßig mit 6‑mm-Spannzange geliefert (nimmt ⌀1–7‑mm-Spannzangen auf; 6,4 mm / ¼" Spannzange für US-Kunden auf Anfrage)
- Für gekrümmte Oberflächen geeignet — kompensiert Höhenänderungen auf nicht-planaren und geneigten Werkstückflächen
- Für Gussteile geeignet — fräst überstehendes Material zusätzlich zum klassischen Kantenentgraten ab
- Gleichlauffräsen — saubere Fase und geringerer Fräserverschleiß gegenüber Gegenlauf
Spezifikationen
Technische Daten
| Parameter | Wert |
|---|---|
| Bestellcode | 21.420.00 |
| Antrieb | Über die Maschinenspindel (CNC-Bearbeitungszentren, NC-Maschinen, Roboter) |
| Auslenkart | Axial — Druck (Z-Achsen-Richtung) |
| Max. axialer Hub | 10 mm (Druck) |
| Spindeldrehzahl | 3.000–10.000 U/min |
| Vorschub | 2.000–4.000 mm/min |
| Z-Achsen-Offset | 1–2 mm unterhalb der niedrigsten Z-Koordinate (Punkt am weitesten von der Spindel entfernt) |
| Fräsrichtung | Gleichlauf — Spindeldrehung im Uhrzeigersinn |
| Anpressdruck | Stufenlos einstellbar über die hintere Stellschraube — Werkzeug wird mit empfohlener Voreinstellung geliefert; bei Bedarf erhöhen oder reduzieren |
| Federoptionen | 3 Ausführungen — weich / mittel / hart; jeweils innerhalb des eigenen Bereichs stufenlos über die Stellschraube einstellbar |
| Spannzange | ER‑11 — standardmäßig mit 6‑mm-Spannzange geliefert (nimmt ⌀1–7‑mm-Spannzangen auf; 6,4 mm / ¼" Spannzange für US-Kunden auf Anfrage) |
| Schaft | Zylindrisch Ø20 mm (Standard) — Spannzangen- oder Hydrodehnspannfutter empfohlen. Weldon-Flachschaft auf Anfrage. Weitere Sonderausführungen sind als Spezialauftrag möglich; bitte AKS Teknik kontaktieren. |
| Druckluft | Nicht erforderlich |
| Varianten & Optionen | Standardausführung: ER‑11-Spannzange, Schaft Ø20 mm. ER‑16-, ER‑20- und ER‑25-Ausführungen auf Anfrage. Größere Bauform mit hoher Federkraft als Sonderanfertigung — bitte AKS Teknik kontaktieren. |
Anwendung
Betriebsanleitung
- 01
Die passende Feder wählen
Wählen Sie zwischen drei Federhärten — weich, mittel oder hart. Die Kraftunterschiede sind relativ gering; die Auswahl dient als Startpunkt und ist keine starre Regel. Für Aluminium und Leichtlegierungen ist die weiche Feder ein guter Einstieg. Für Stahl und Gusseisen beginnen Sie mit „mittel“. Wechseln Sie auf „hart“ nur dann, wenn „mittel“ keine ausreichende Fase erzeugt. Nach dem Einbau stellen Sie den Anpressdruck innerhalb des Federbereichs über die hintere Stellschraube fein ein.
- 02
Z-Achsen-Offset setzen — 1–2 mm unter den niedrigsten Punkt
Programmieren Sie die Z-Achse so, dass die Werkzeugspitze 1–2 mm unter dem Punkt am weitesten von der Spindel entfernt liegt — also unter der niedrigsten Z-Koordinate auf der Werkstückoberfläche. FDT AXIAL (F) kompensiert Höhenänderungen entlang des Entgratpfads automatisch.
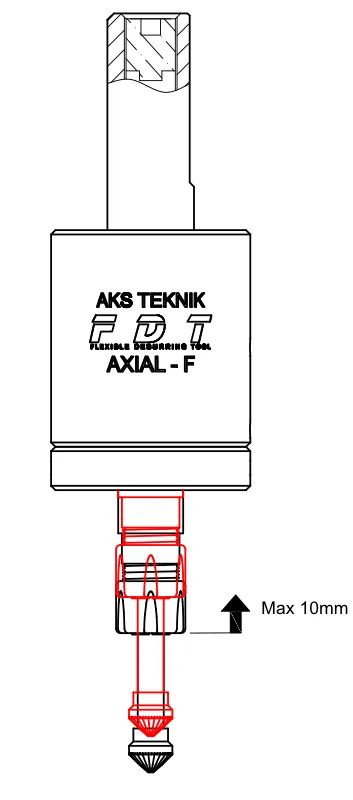
FDT AXIAL (F) Technische Zeichnung Federkompression in Aktion - 03
Fräsrichtung einstellen — im Uhrzeigersinn
Programmieren Sie die Spindel im Uhrzeigersinn (M03). FDT AXIAL (F) ist für Gleichlauffräsen (Climb Milling) ausgelegt — der Fräser greift die Kante in Vorschubrichtung an, erzeugt eine saubere Fase bei geringeren Schnittkräften und reduziertem Fräserverschleiß gegenüber Gegenlauf. Eine Umkehr der Spindelrichtung wird nicht empfohlen und führt zu vorzeitigem Werkzeugausfall.
- 04
Spindeldrehzahl und Vorschub einstellen
Empfohlener Bereich: 3.000–10.000 U/min bei F2.000–4.000 mm/min. Für Aluminium verwenden Sie den oberen Drehzahlbereich und reichlich Kühlschmierstoff — das ergibt eine saubere Kante und verlängert die Fräserstandzeit. Für Stahl und Gusseisen starten Sie im mittleren Bereich und passen anhand des Fasergebnisses an. Halten Sie den Vorschub während des gesamten Zyklus konstant; Vorschubänderungen verursachen ungleichmäßige Fasenbreite. Ändern Sie jeweils nur einen Parameter und fahren Sie nach jeder Anpassung einen Testlauf.
- 05
Testlauf durchführen und Anpressdruck anpassen
Fahren Sie einen Entgratdurchgang und prüfen Sie die Fase. Ist das Ergebnis zu gering (Grat bleibt), erhöhen Sie den Anpressdruck über die hintere Stellschraube — oder wechseln Sie auf eine steifere Feder. Hinterlässt der Fräser Spuren oder ist die Fase zu groß, reduzieren Sie den Druck. Ändern Sie jeweils nur einen Parameter und fahren Sie nach jeder Anpassung einen Testlauf.
Fräserauswahl
Empfohlene Entgratfräser für FDT AXIAL (F)
FDT AXIAL (F) verwendet eine ER‑11-Spannzange und nimmt Hartmetall-Entgratfräser mit Schaftdurchmessern von ⌀0,5 mm bis ⌀7 mm auf — standardmäßig mit 6‑mm-Spannzange geliefert (6,4 mm / ¼" Spannzange für US-Kunden auf Anfrage). Die Fräsergeometrie — Feinverzahnung oder Spanbrecher sowie Spitzenwinkel — beeinflusst die Entgratqualität und das Schwingungsverhalten des Werkzeugs direkt.
| Fräsertyp | Eigenschaften | Einsatzfall |
|---|---|---|
| 90° konischer Feinverzahnungs-Fräser KSK · Ø10 mm · Schaft 6 mm · Z3 | Durchgehende Schneide, geringe Schwingungsneigung, saubere Fase | Empfohlener Startfräser für die meisten Anwendungen. Wird bei FDT AXIAL (F)-Bestellungen von AKS Teknik kostenlos beigelegt. |
| 90° Hartmetall-Spanbrecherfräser | Unterbrochene Schneide, höhere Spanräume | Geeignet für starken Gratabtrag. Die Spanbrechergeometrie erhöht die Schwingungsneigung — bei unruhigem Lauf auf Feinverzahnung wechseln. |
| 60° Hartmetall-Spanbrecherfräser | Spitzerer Winkel, besserer Zugang zu Innenradien und tiefen Ecken | Einsetzen, wenn die 90°-Geometrie enge Innenkonturen nicht erreicht. Es gilt dieselbe Vorsicht hinsichtlich Schwingungen wie beim 90°-Spanbrecher. |
Läuft der Fräser unruhig oder „springt“, erhöhen Sie zuerst den Anpressdruck über die hintere Stellschraube. Bleibt der unruhige Lauf trotz Druckanpassung bestehen, wechseln Sie vor weiteren Parameteränderungen auf eine Feinverzahnung. AKS Teknik führt passende Hartmetall-Entgratfräser in mehreren Geometrien — bitte kontaktieren Sie uns zur Verfügbarkeit.
FAQ
Häufig gestellte Fragen
-
Was ist FDT AXIAL (F) und worin unterscheidet es sich von FDT SX0?
Beide Werkzeuge werden in der CNC-Spindel eingespannt und nutzen einen federbelasteten Mechanismus, um einen konstanten Fräserkontakt zu halten — jedoch in unterschiedlichen Richtungen. FDT SX0 weicht seitlich aus (radial, in der XY-Ebene) und ist ideal zum Konturentgraten entlang von Kanten mit variabler oder nicht eindeutig definierter Werkstückgeometrie. FDT AXIAL (F) weicht axial aus (in Z-Richtung, Drucktyp) und ist damit die richtige Wahl, wenn das Werkstück entlang des Entgratpfads Höhenvariationen aufweist — z. B. Bohrungen auf geneigten Flächen, Stufenprofile oder Gussteile mit unebenen Flächen.
In der Praxis übernimmt FDT AXIAL (F) auch eine gewisse radiale Kompensation automatisch: Die konische Geometrie des 90°-Fräsers zentriert sich an der Werkstückkante selbst und kann kleine XY-Abweichungen aufnehmen. Dadurch eignet sich FDT AXIAL (F) für viele der gleichen Anwendungen wie FDT SX0 — und ist oft die wirtschaftlichere Alternative, wenn keine vollständige seitliche Auslenkung erforderlich ist. -
Was bedeutet axiale Auslenkung und wann ist sie die richtige Wahl?
Axiale Auslenkung bedeutet, dass das Werkzeug in Z-Richtung (in die Spindel hinein) gegen eine vorgespannte Feder bis zu 10 mm nachgeben kann. Trifft das Werkzeug auf eine Erhöhung am Werkstück, wird die Feder komprimiert und der Fräser bleibt in Kontakt, ohne sich einzugraben. Ideal ist das für: Profile mit wechselnder Höhe entlang des Entgratpfads, Bohrungen auf gekrümmten oder geneigten Flächen mit unterschiedlichen Ein- und Austritts-Z-Niveaus sowie Gussteile mit ungleichmäßigem Trennfugen-Grat. Ist das Werkstück dagegen weitgehend plan und die Variation liegt in der XY-Geometrie (Konturen), ist FDT SX0 mit seitlicher Auslenkung die bessere Wahl.
-
Wie stelle ich den richtigen Federdruck für meine Anwendung ein?
Stellen Sie die axiale Vorspannung stufenlos über die hintere Stellschraube ein — das Werkzeug wird mit empfohlener Voreinstellung geliefert, sodass zum Start oft keine Anpassung nötig ist. Ist die Fase zu gering, erhöhen Sie den Druck über die Stellschraube; hinterlässt das Werkzeug Spuren, reduzieren Sie ihn. Bei leichten Werkstoffen (Aluminium, Messing) mit geringem Druck beginnen und bis zur sauberen Fase erhöhen. Für Stahl oder starken Grat den Druck erhöhen oder auf die mittlere bzw. harte Feder wechseln.
-
Kann FDT AXIAL (F) auf gekrümmten Oberflächen eingesetzt werden?
Ja. Der 10‑mm-Druckhub ermöglicht es, Höhenunterschiede entlang der programmierten Bahn automatisch zu kompensieren. Setzen Sie den Z-Achsen-Offset 1–2 mm unter den niedrigsten Punkt (den Punkt am weitesten von der Spindel entfernt) auf der Werkstückoberfläche. Fährt das Werkzeug über höhere Bereiche, komprimiert die Feder und der Fräser bleibt in Kontakt — zusätzliche CNC-Programmierung zur Höhenkompensation ist nicht nötig.
-
Welche Entgratfräser sind mit FDT AXIAL (F) kompatibel?
FDT AXIAL (F) verwendet eine ER‑11-Spannzange und wird standardmäßig mit einer 6‑mm-Spannzange geliefert — derselbe Fräseranschluss wie bei FDT SX0. Es nimmt Hartmetall-Entgratfräser und Schleifstifte mit Schaftdurchmessern von ⌀1 mm bis ⌀7 mm auf. Empfohlener Startfräser ist der 90° konische Hartmetall-Entgratfräser (Feinverzahnung) — er deckt die meisten Kantenentgrat-Anwendungen ab. Eine 6,4 mm (¼") Spannzange ist für US-Kunden auf Anfrage verfügbar.
-
Kann FDT AXIAL (F) auf CNC-Drehmaschinen eingesetzt werden?
Ja. FDT AXIAL (F) ist kompatibel mit CNC-Bearbeitungszentren, NC-Maschinen, Drehzentren und Robotern — also mit jeder Maschine, die ein Werkzeug mit Schaft Ø20 mm aufnehmen kann. Zusätzliche Installationen wie Druckluftanschlüsse sind nicht erforderlich. Das Werkzeug wird über die Maschinenspindel angetrieben, und der Entgratzyklus ist vollständig in das bestehende CNC-Programm integriert. Der Standardschaft ist zylindrisch Ø20 mm — Spannzangen- oder Hydrodehnspannfutter werden für besten Rundlauf und zur Vermeidung von Klemmspuren empfohlen. Für Drehmaschinen mit angetriebenen Werkzeugen und ER25-Halter liefert AKS Teknik eine spezielle ER25–Ø20‑mm-Spannzange, sodass das Werkzeug ohne Maschinenänderung direkt in den Revolver passt. Weldon-Flachschaft auf Anfrage.
Anwendungen
Typische Branchen & Werkstücke


Videos
FDT AXIAL (F) im Einsatz
Downloads
Technische Dokumente
Ähnliche Produkte
Weitere Entgratwerkzeuge
Bereit, Ihren Entgratprozess zu automatisieren?
Unsere Ingenieure helfen Ihnen bei der Auswahl des passenden Werkzeugs für Ihre Anwendung und Ihren Werkstoff.
Kontaktieren Sie uns